16
Manuel d’utilisation
E1 - E2 - E3 GYS AUTO
Notice originale
Post gaz s
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de protéger la pièce ainsi que
l’électrode contre les oxydations.
Self - Amortit plus ou moins le courant de soudage. À régler en fonction de la position de soudage.
Tension V Inuence sur la largeur du cordon.
Vitesse d’approche -
Vitesse de l progressive. Avant l’amorçage, le l arrive doucement pour créer le premier contact sans engen-
drer d’à-coups.
Vitesse l m/min Quantité de métal d’apport déposé et indirectement l’intensité de soudage et la pénétration.
L’accès à certains paramètres de soudage et pointage dépend du procédé de soudage (Manuel, Synergique) et du mode d’achage sélectionné
(Easy ou Expert). Se reporter à la notice IHM.
CONTRÔLE DU DÉBIT DE GAZ
Dans l’écran principal, un appui long sur le bouton poussoir n°1 permet de régler son débit de gaz sur le manomètre sans dérouler de l d’apport.
La procédure une fois lancée est expliquée avec une animation sur l’écran. Le contrôle du débit de gaz doit se faire périodiquement pour assurer un
soudage optimal.
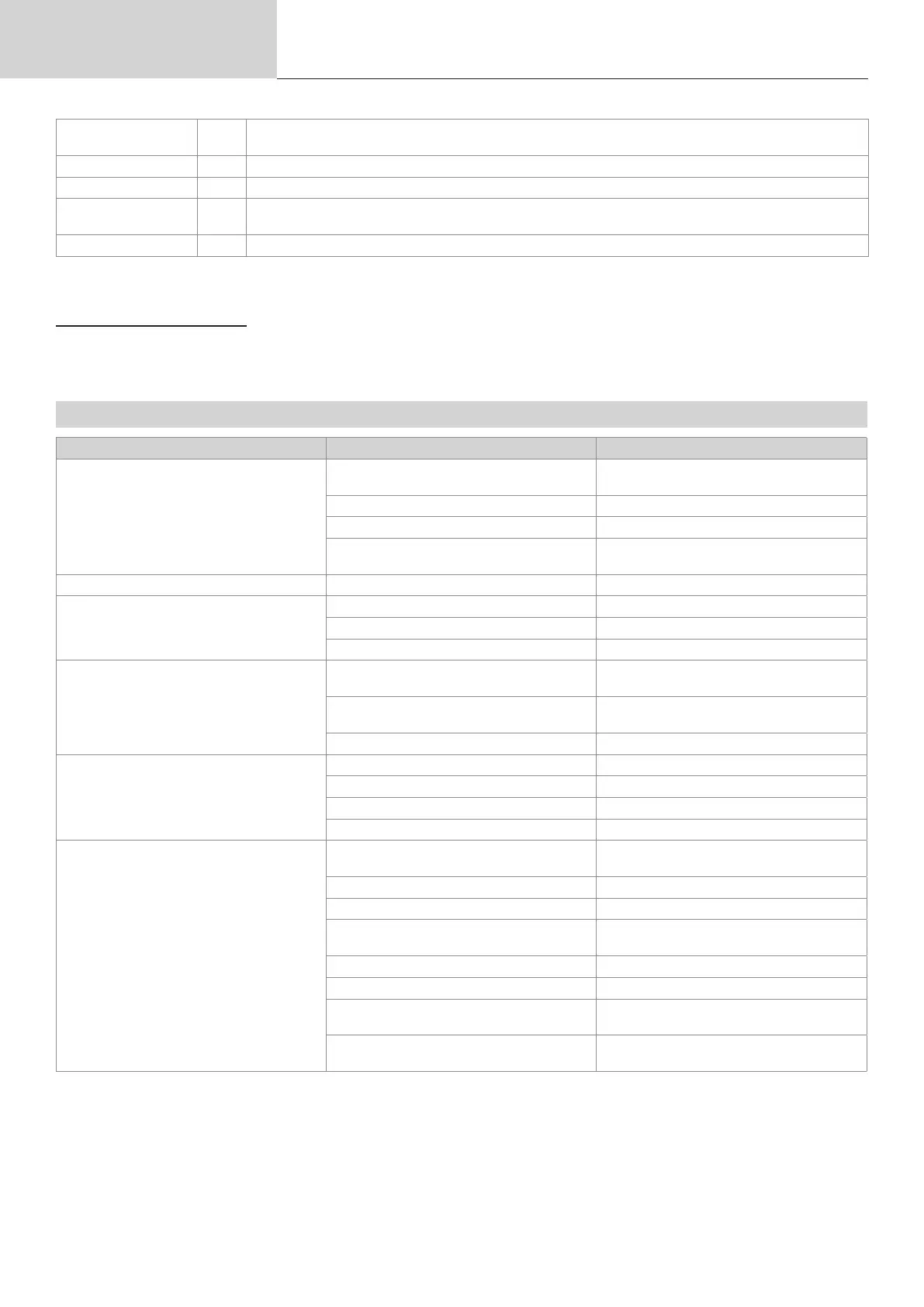
ANOMALIES, CAUSES, REMÈDES
SYMPTÔMES CAUSES POSSIBLES REMÈDES
Le débit du l de soudage n’est pas constant.
Des grattons obstruent l’orice
Nettoyer le tube contact ou le changer re-
mettre du produit anti-adhésion.
Le l patine dans les galets. Remettre du produit anti-adhésion.
Un des galets patine. Vérier le serrage de la vis du galet.
Le câble de la torche est entortillé.
Le câble de la torche doit être le plus droit
possible.
Le moteur de dévidage ne fonctionne pas. Frein de la bobine ou galet trop serré. Desserrer le frein et les galets
Mauvais dévidage du l.
Gaine guide-l sale ou endommagée. Nettoyer ou remplacer.
Clavette de l’axe des galets manquante Repositionner la clavette dans son logement
Frein de la bobine trop serré. Desserrer le frein.
Pas de courant ou mauvais courant de sou-
dage.
Mauvais branchement de la prise secteur.
Voir le branchement de la prise et regarder si
la prise est bien alimentée.
Mauvaise connexion de masse.
Contrôler le câble de masse (connexion et état
de la pince).
Pas de puissance. Contrôler la gâchette de la torche.
Le l bouchonne après les galets
Gaine guide-l écrasée. Vérier la gaine et corps de torche.
Blocage du l dans la torche. Remplacer ou nettoyer.
Pas de tube capillaire. Vérier la présence du tube capillaire.
Vitesse du l trop importante. Réduire la vitesse de l
Le cordon de soudage est poreux.
Le débit de gaz est insusant.
Plage de réglage de 15 à 20 L / min.
Nettoyer le métal de base.
Bouteille de gaz vide. La remplacer.
Qualité du gaz non satisfaisante. Le remplacer.
Circulation d’air ou inuence du vent.
Empêcher les courants d’air, protéger la zone
de soudage.
Buse gaz trop encrassée. Nettoyer la buse gaz ou la remplacer.
Mauvaise qualité du l. Utiliser un l adapté au soudage MIG-MAG.
État de la surface à souder de mauvaise quali-
té (rouille, etc.)
Nettoyer la pièce avant de souder
Le gaz n’est pas connecté
Vérier que le gaz est connecté à l’entrée du
générateur.