64
Instrukcja obsługi
E1 - E2 - E3 GYS AUTO
Tłumaczenie instrukcji oryginalnej
SPAWANIE PÓŁAUTOMATYCZNE ALUMINIUM (TRYB MIG)
Urządzenie to może spawać drut aluminiowy od Ø 0,8 do 1,2 mm (II-B) (Ø 1,2 mm, spawanie nieintensywne).
E2 / E3 : Urządzenie jest dostarczane z rolkami Ø 0,8/1,0 do aluminium.
Zastosowanie aluminium wymaga specycznego gazu - czysty Argon (Ar). Do wyboru gazu, należy zasięgnąć porady od dystrybutora gazu.
Natężenie przepływu gazu w aluminium wynosi od 15 do 20 l/min w zależności od środowiska i doświadczenia spawacza.
Oto różnice pomiędzy zastosowaniem stali i aluminium :
- Używać specjalnych rolek do spawania aluminium.
- Ustawić na minimum napięcie rolek podajnika drutu, tak aby nie zmiażdżyć drutu.
- Rurkę kapilarną (do prowadzenia drutu między rolkami bębna a złączem EURO) stosować tylko przy spawaniu stali/ stali nierdzewnej (I-B).
- Użyj specjalnego palnika do aluminium. Ten aluminiowy palnik posiada powłokę teonową zmniejszającą tarcie. NIE przecinać osłony na krawędzi
złącza ! Ta osłona służy do wyprowadzenia drutu z rolek.
- Tuba stykowa: stosować aluminiową rurkę stykową SPECIAL odpowiadającą średnicy przewodu.
W przypadku stosowania czerwonego lub niebieskiego rękawa (spawanie aluminium) zaleca się stosowanie akce-
sorium 90950 (I-C). Ta prowadnica osłonki wykonana ze stali nierdzewnej poprawia centrowanie osłonki i ułatwia
przepływ drutu.
Wideo
SPAWANIE PÓŁAUTOMATYCZNE W TECHNOLOGII CUSI I CUAL (TRYB LUTOWANIA TWARDEGO)
Urządzenie może spawać drutem CuSi i CuAl o średnicy od 0,8 do 1,0 mm.
W taki sam sposób jak w przypadku stali należy umieścić rurkę kapilarną i użyć palnika z osłoną stalową. W przypadku lutowania twardego należy
stosować czysty argon (Ar).
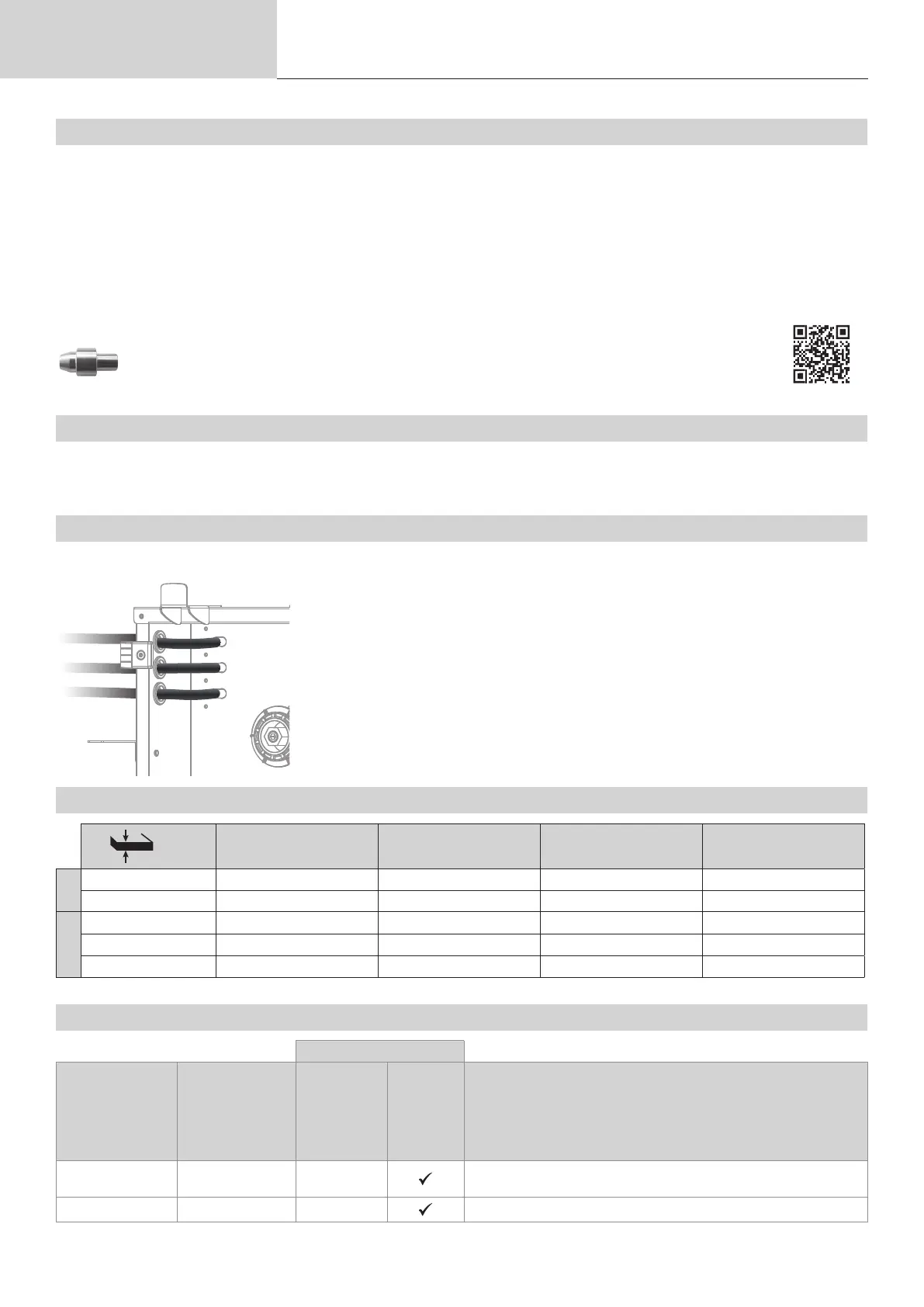
PODŁĄCZENIE GAZU
Przepustka grodziowa : E2 / E3
- Zamontować odpowiedni regulator ciśnienia na butli z gazem. Podłącz go do urządzenia spawal-
niczego za pomocą dostarczonego węża (węży), patrz schemat na stronie 6. Załóż opaski zaciskowe
na węże, aby uniknąć przecieków.
- Upewnić się, że butla z gazem jest pewnie zamocowana na miejscu, przestrzegając mocowania
łańcucha na źródle prądu.
- Wyregulować przepływ gazu poprzez regulację pokrętłem znajdującym się na regulatorze ciśnienia.
NB: w celu ułatwienia regulacji prędkości przepływu gazu uruchomić rolki napędowe poprzez naciśnię-
cie spustu palnika (poluzować pokrętło podajnika drutu, aby nie splątać drutu). Maksymalne ciśnienie
gazu: 0.5 MPa (5 barów).
Procedura ta nie dotyczy spawania w trybie «bez gazu».
ZALECANE ZESTAWIENIA
(mm)
Prąd (A) Ø Przewód (mm) Ø Dyszy (mm)
Natężenie przepływu (L/
min)
MIG
0.8-2 20-100 0.8 12 10-12
2-4 100-200 1.0 12-15 12-15
MAG
0.6-1.5 15-80 0.6 12 8-10
1.5-3 80-150 0.8 12-15 10-12
3-8 150-300 1.0/1.2 15-16 12-15
TRYB SPAWANIA MIG / MAG (GMAW/FCAW)
Metody spawania
Parametry Ustawienia
Ręczny
Synergiczny
Dokręcanie
materiał/gaz
- Fe Ar 15% CO
2
- ...
-
Wybór materiału, który ma być spawany.
Parametry spawania synergicznego
Średnica drutu Ø 0,6 > Ø 1,2 mm - Możliwość wyboru średnicy drutu