63
Instrukcja obsługi
E1 - E2 - E3 GYS AUTO
PL
Tłumaczenie instrukcji oryginalnej
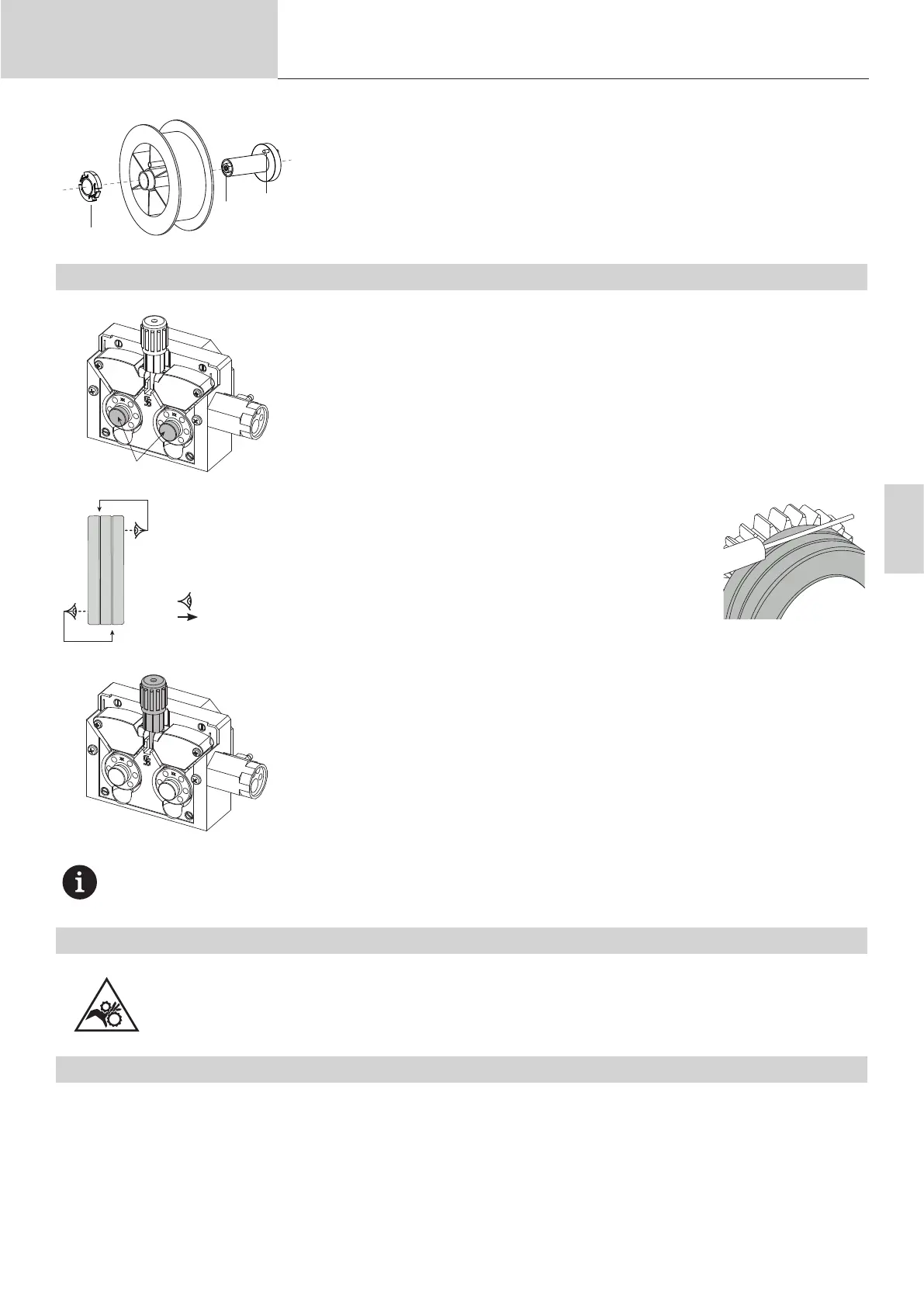
- Otwórz klapę generatora.
- Ustawić szpulę na jego podporze.
- Uwzględnić sworzeń napędowy (c) podstawy szpuli. Aby zamontować szpulę 200 mm,
należy maksymalnie dokręcić plastikowy uchwyt szpuli (a).
- Wyregulować hamulec szpuli (b) w celu uniknięcia splątania drutu przy zatrzymaniu
spawania. Ogólnie rzecz biorąc, nie należy dokręcać zbyt mocno, ponieważ spowoduje to
przegrzanie silnika.
ŁADOWANIE DRUTU WYPEŁNIAJĄCEGO
b
Aby wymienić rolki, należy wykonać następujące czynności:
- Poluzuj pokrętło (a) do maksimum i opuść je.
- Odblokować rolki, odkręcając śruby mocujące (b).
- Zamontować odpowiednie dla danego zastosowania rolki silnikowe i dokręcić śruby mocu-
jące.
Dostarczane rolki są rolkami z podwójnym rowkiem:
- stal Ø 0,6/0,8 (E1 + E2 + E3)
- stal Ø 0,8/1,0 (E3)
- aluminium Ø 0,8/1,0 (E2 + E3).
- Sprawdź oznaczenie na rolce, aby upewnić się, że rolki są odpowiednie do średnicy drutu i mate-
riału, z którego jest wykonany (dla drutu Ø 1,0 użyj rowka Ø 1,0).
- Do cięcia stali i innych twardych drutów należy używać rolek z rowkami w kształcie litery V.
- Do drutów aluminiowych i innych miękkich, stopowych drutów należy używać rolek z rowkiem w
kształcie litery U.
: widoczny napis na rolce (przykład: 1.0)
: wypustka do użycia
Aby zainstalować przewód wypełniający, należy wykonać następujące czynności:
- Poluzuj pokrętło do maksimum i opuść je.
- Włożyć przewód, następnie zamknąć bęben silnika i dokręcić pokrętło zgodnie ze wskazówka-
mi.
- Uruchomić silnik na spuście palnika.
Uwagi :
• Zbyt wąska osłona może prowadzić do problemów z odwijaniem i przegrzewaniem się silnika.
• Złącze palnika musi być również dokręcone, aby zapobiec jego przegrzaniu.
• Upewnij się, że ani przewód, ani szpula nie dotykają mechaniki urządzenia, w przeciwnym razie istnieje niebezpieczeństwo zwarcia.
RYZYKO OBRAŻEŃ SPOWODOWANYCH PRZEZ RUCHOME ELEMENTY
Rolki są wyposażone w ruchome części, które mogą chwycić dłonie, włosy, ubranie lub narzędzia, a tym samym spowodować
poważne obrażenia!
• Nie kłaść rąk na częściach obracających lub ruchomych czy też częściach napędowych!
• Należy upewnić się, że pokrywy obudowy lub osłony pozostają dobrze zamknięte podczas pracy!
• Nie używać rękawic podczas nawlekania drutu spawalniczego lub wymiany szpuli drutu spawalniczego.
SPAWANIE PÓŁAUTOMATYCZNE STALI / STALI NIERDZEWNEJ (TRYB MAG)
Urządzenie to może spawać drut stalowy i nierdzewny od Ø 0,6 do 1,0 mm (II-A).
E1 / E2 : Urządzenie jest dostarczane z rolkami Ø 0,6/0,8 do stali lub stali nierdzewnej.
E3 : Urządzenie jest dostarczane z rolkami Ø 0,6/0,8 do stali lub stali nierdzewnej.
Rura kontaktowa, rowek rolkowy i osłona palnika są zaprojektowane do tego zastosowania.
Spawanie stali wymaga użycia specjalnego gazu (Ar+CO2). Proporcje CO2 mogą się różnić w zależności od rodzaju używanego gazu. Do stali
nierdzewnej należy zastosować mieszankę 2% CO2. W przypadku spawania czystym CO2 konieczne jest podłączenie podgrzewacza gazu do butli
z gazem. Aby uzyskać informacje na temat specycznych wymagań dotyczących gazu, należy skontaktować się z dystrybutorem gazu. Szybkość
przepływu gazu przy stali wynosi pomiędzy 8 a 15 L/ min w zależności od środowiska. Aby zmierzyć przepływ gazu na wylocie palnika, zaleca się
użycie opcjonalnego przepływomierza (nr kat. 053939).