OPERATION
-34-
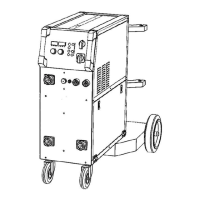
TIG Welding with Filler Wire Technique
It is necessary in many situations with TIG welding to
add a filler wire into the weld pool to build up weld
reinforcement and create a strong weld. Once the arc is
started the torch tungsten is held in place until a weld pool
is created, a circular movement of the tungsten will assist
is creating a weld pool of the desired size. Once the weld
pool is established tilt the torch at about a 75° angle and
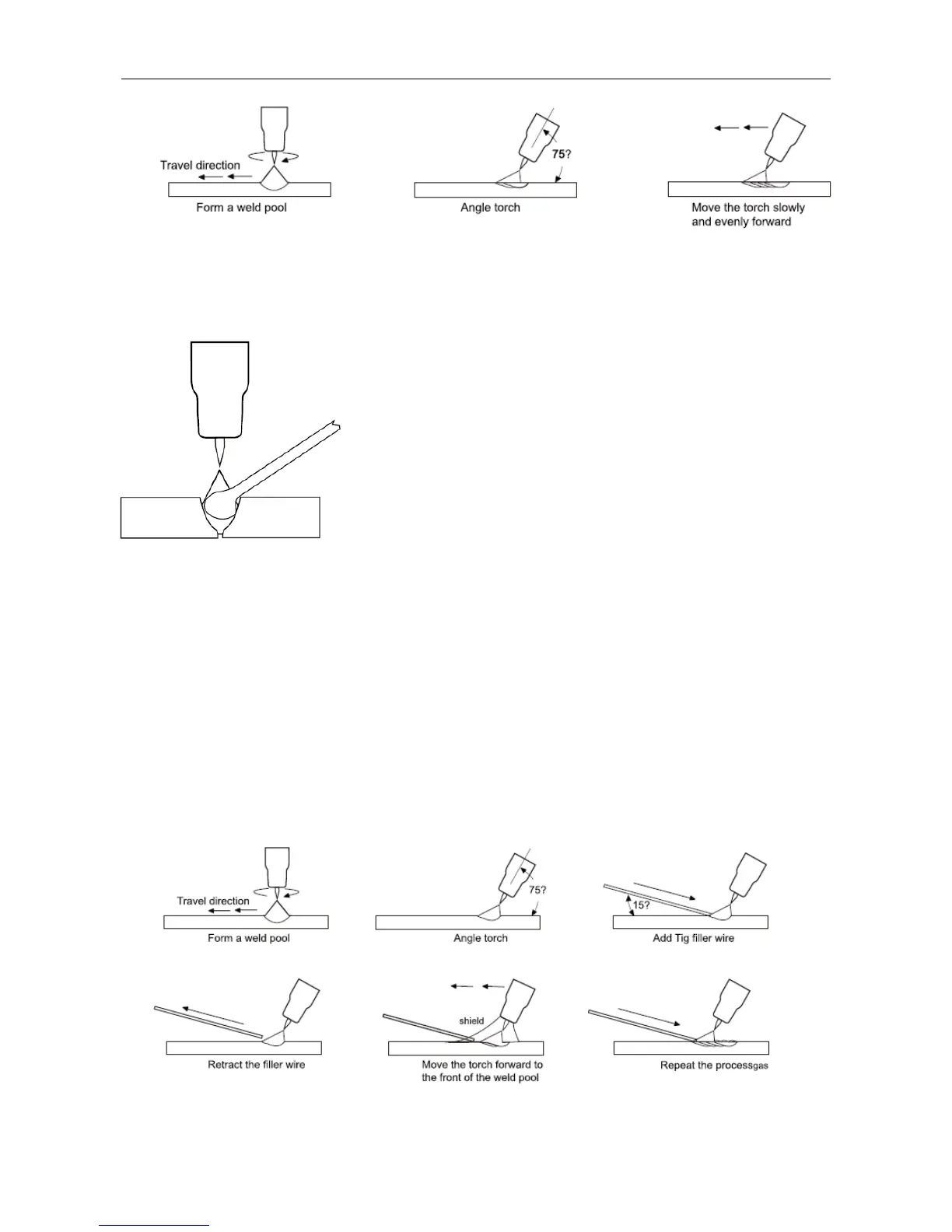
move smoothly and evenly along the joint. The filler metal is introduced to the leading
edge of the weld pool. The filler wire is usually held at about a 15° angle and fed into the
leading edge of the molten pool, the arc will melt the filler wire into the weld pool as the
torch is moved forward. A “dabbing” technique can be used to control the amount of filler
wire added. The wire is fed into the molten pool and retracted in a repeating sequence as
the torch is moved slowly and evenly forward. It is important during the welding to keep
the molten end of the filler wire inside the gas shield as this protects the end of the wire
from being oxidized and contaminating the weld pool.
 Loading...
Loading...