§4.2.5 Tungsten Preparation
Always use DIAMOND wheels when grinding and cutting. While tungsten is a very hard
material, the surface of a diamond wheel is harder, and this makes for smooth grinding.
Grinding without diamond wheels, such as aluminium oxide wheels, can lead to jagged
edges, imperfections, or poor surface finishes not visible to the eye that will contribute to
weld inconsistency and weld defects.
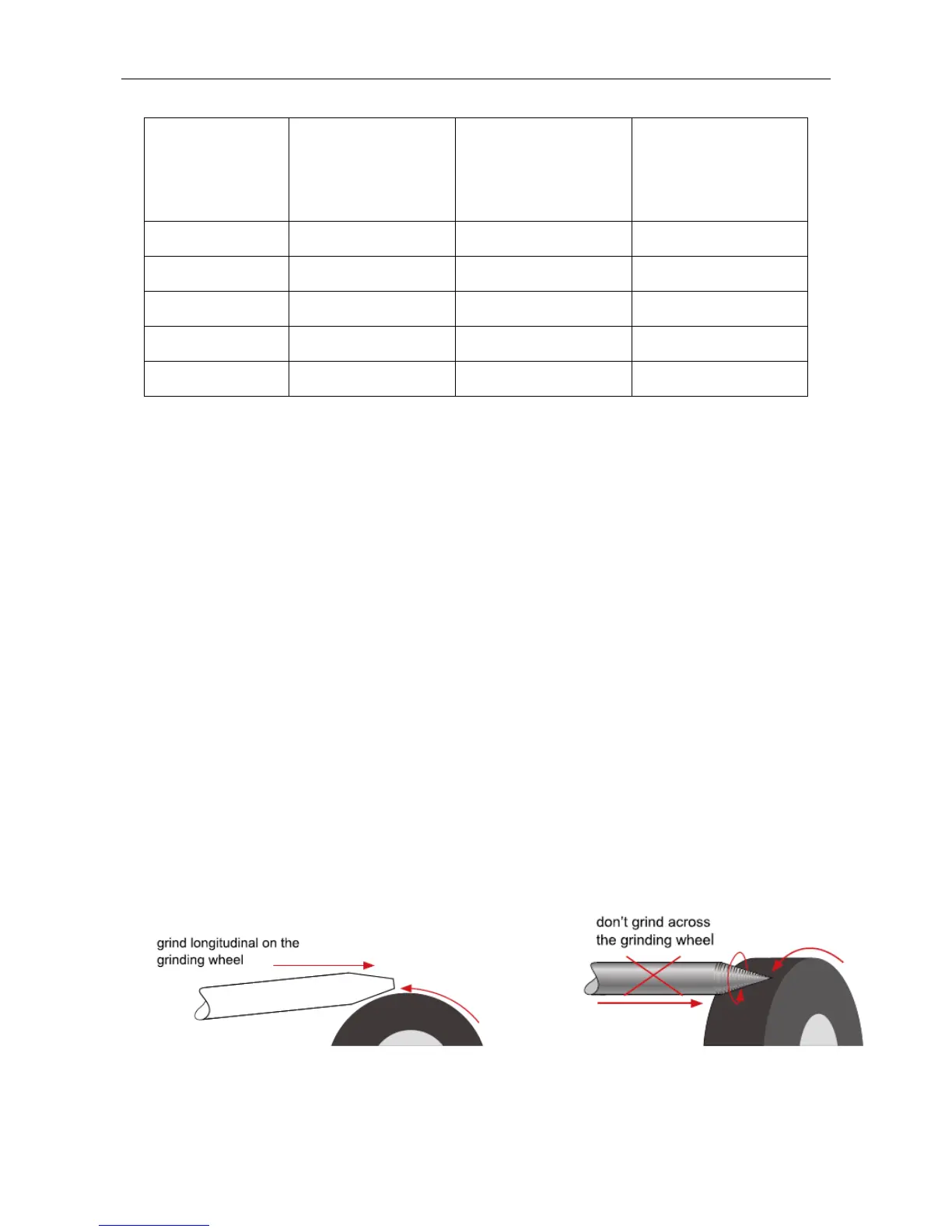
Always ensure to grind the tungsten in a longitudinal direction on the grinding wheel.
Tungsten electrodes are manufactured with the molecular structure of the grain running
lengthwise and thus grinding crosswise is “grinding against the grain”. If electrodes are
ground crosswise, the electrons have to jump across the grinding marks and the arc can
start before the tip and wander. Grinding longitudinally with the grain, the electrons flow
steadily and easily to the end of the tungsten tip. The arc starts straight and remains
narrow, concentrated and stable.