OPERATION
-32-
§4.2.2 DCTIG Welding
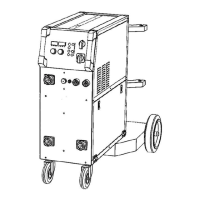
The DC power source uses what is known as DC (direct current)
in which the main electrical component, known as electrons, flow
in only one direction from the negative terminal (-) to the positive
terminal (+). In the DC electrical circuit there is an electrical
principle at work which provides that, in a DC circuit, 70% of the
energy (heat) is always on the positive side. This is important
because it determines what terminal to connect the TIG torch.
DC TIG welding is a process in which an arc is struck
between a TUNGSTEN electrode and the metal work
piece. The weld area is shielded by an inert gas flow to
prevent contamination of the tungsten, molten pool and
weld area. When the TIG arc is struck the inert gas is
ionized and superheated changing its’ molecular
structure which converts it into a plasma stream. This
plasma stream that flows between the tungsten and the work piece is the TIG arc and can
be as hot as 19,000°C. It is a very pure and concentrated arc which provides the
controlled melting of most metals into a weld pool. TIG welding offers the user the
greatest amount of flexibility to weld the widest range of materials, thickness and profiles.
DC TIG welding is also the cleanest weld with no sparks or spatter.
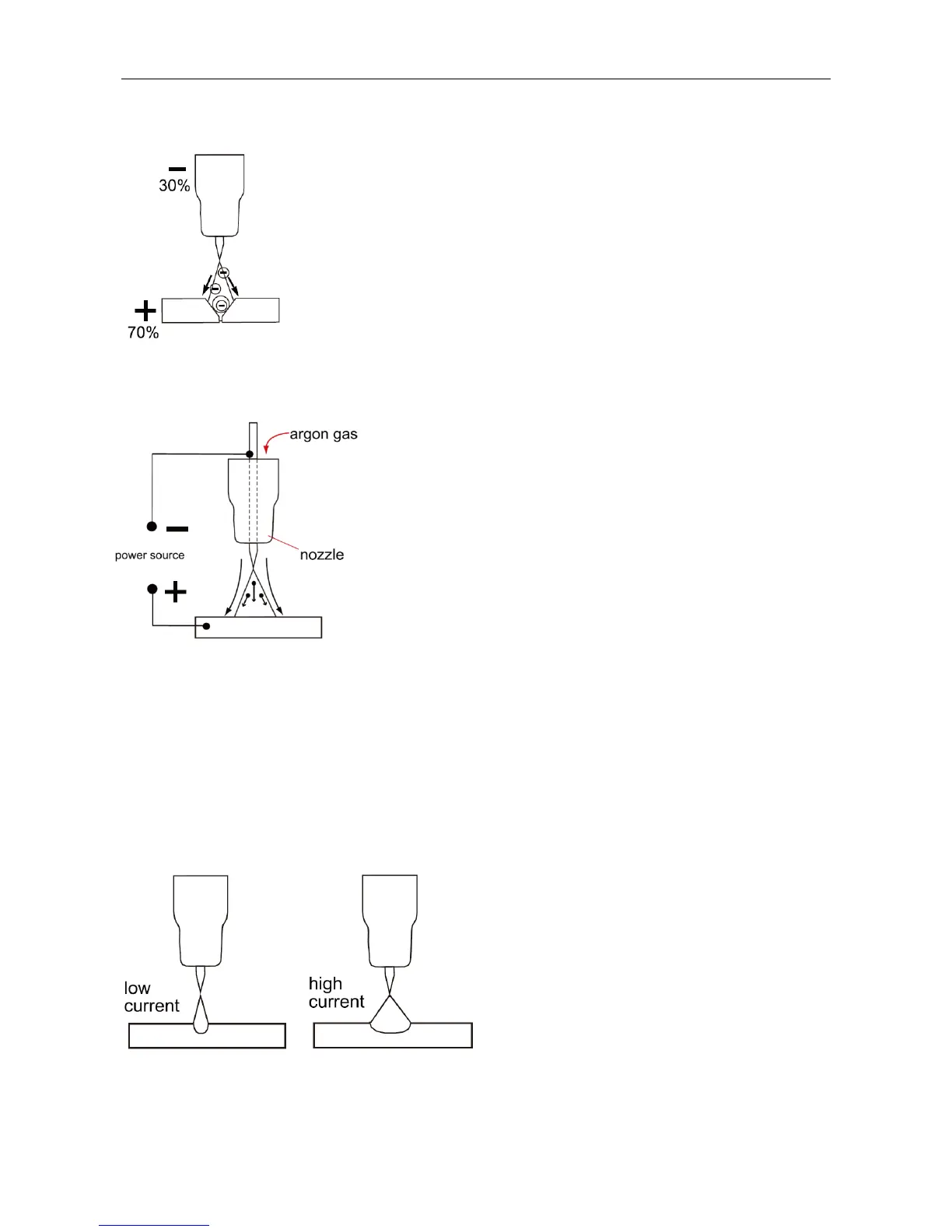
The intensity of the arc is proportional to
the current that flows from the tungsten.
The welder regulates the welding current
to adjust the power of the arc. Typically
thin material requires a less powerful arc
with less heat to melt the material so less
current (amps) is required, thicker material requires a more powerful arc with more heat
so more current (amps) are necessary to melt the material.
 Loading...
Loading...