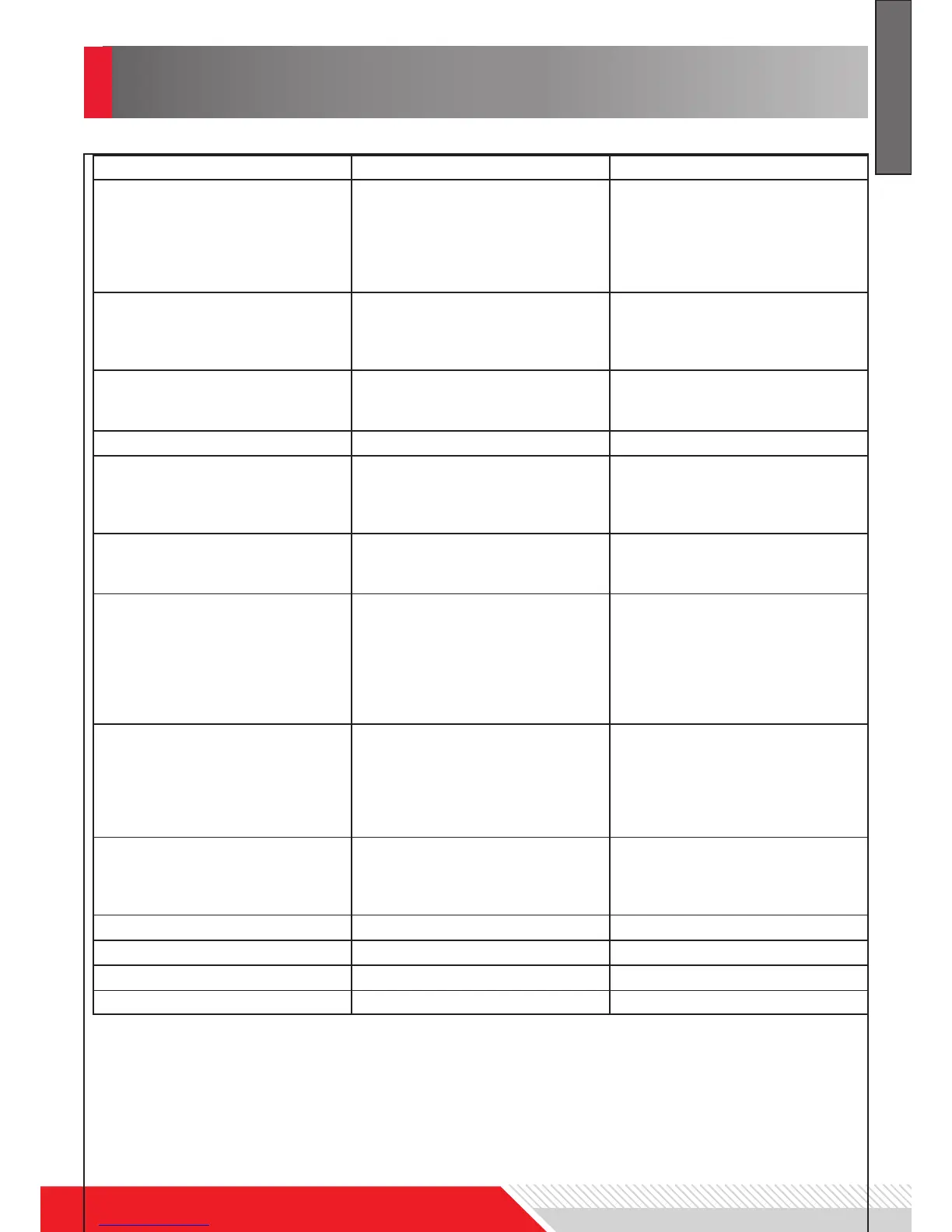
9. TROUBLESHOOTING
PROBLEM
CAUSE SOLUTION
Surface of workpiece is too
rough
Tool blunt
Tool springs
feed rate too high
radius at the tool tip too
small
resharpen the tool
Clamp tool with less over-
hang.
Reduce feeding rate
Increase the radius
Workpiece becomes coned Centers are not aligned
(tailstock has offset)
Top slide not aligned well
(cutting with the top slide)
Adjust the tailstock to the
center
Align top slide well
Lathe is chattering Feeding speed is too high
Slack in machine bearing
Reduce Feeding speed
Adjust the main bearing
Center runs hot Workpiece has expanded Loosen tailstock center
Tool has a short edge life Cutting speed too high
Crossfeed too high
Insufcient cooling
Reduce cutting speed
Lower crossfeed (nishing
allowance should not ex-
ceed 0.5mm)
Flank wear too high Clearance angle too small
Tool tip not adjusted to
center high
Increase clearance angle
Correct height adjustment
of the tool
Cutting edge breaks off Wedge angle too small
(heat build-up)
Grinding crack due to
wrong cooling
Excessive slack in the
spindle bearing
Arrangement (vibrations)
Increase wedge angle
Cool uniformly
Adjust the slack in the
spindle bearing
arrangement
Cut thread is wrong Tool is clamped incorrectly
or has been started grin-
ding the wrong way
Wrong pitch
Wrong diameter
Adjust tool to the center
Grind angle correct
Adjust the right pitch
Turn the workpiece to the
correct diameter
Spindel does not activate Emergency stop switch ac-
tivated
Unlock/release the emer-
gency stop switch
ENGLISH