DEUTSCH
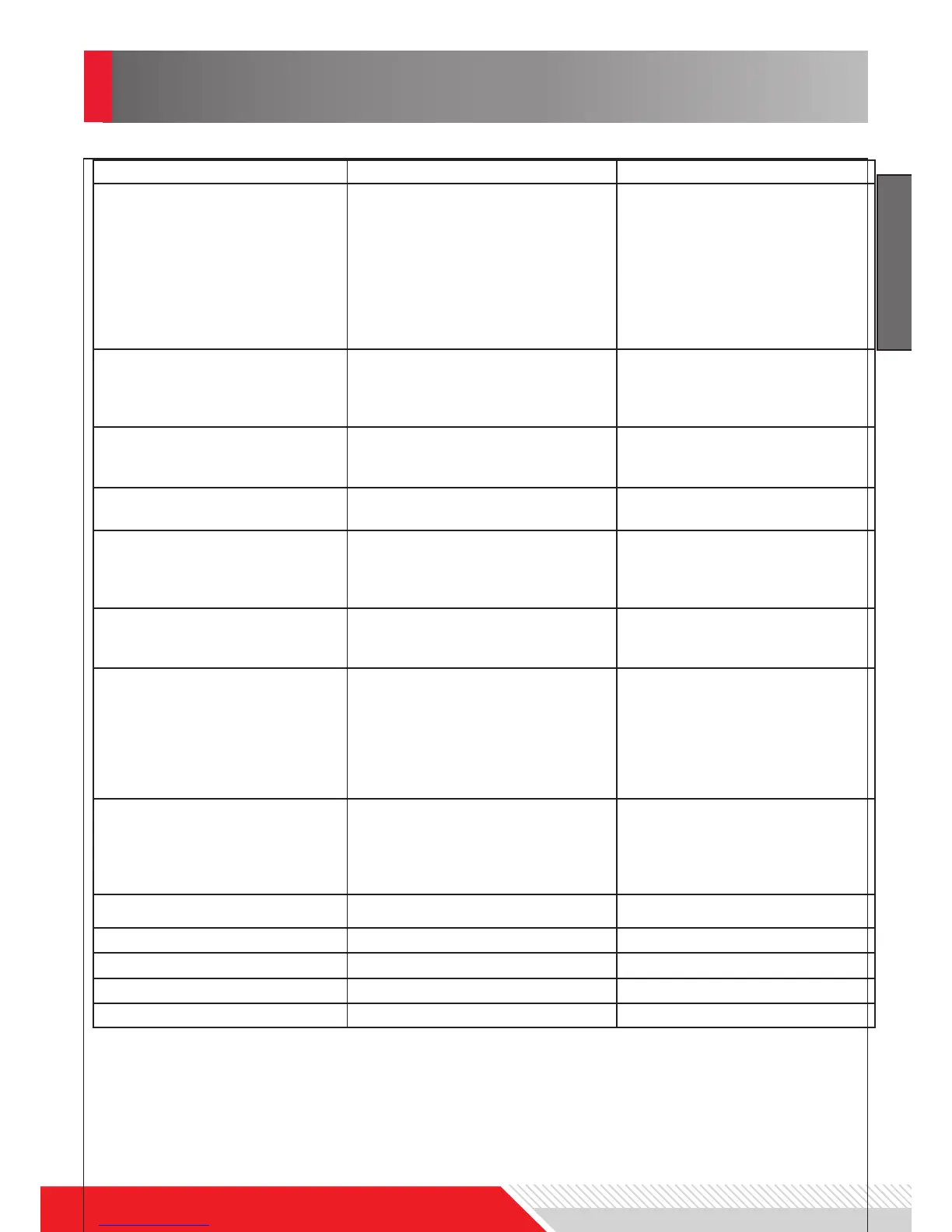
9. FEHLERBEHEBUNG
PROBLEM
MÖGLICHE URSACHE LÖSUNG
Werkstückoberäche rauh,
gerippt;
Schneide des Werkzeuges
stumpf.
Werkzeug nicht richtig -
xiert! (max. 9mm Überhang)
Zu hohe Drehzahl
Radius an Werkzeugspitze zu
klein
Werkstück biegt sich durch
Schneide schärfen/wech-
seln
Werkzeug mit weniger
Überhang einspannen
Drehzahl reduzieren
Schneide mit höherem
Schnittradius
Lünette verwenden
Werkstück wird kegelig Spindel- und Reitstock nicht
in Linie
schlechter Oberschlittenlauf
Reitstock nachjustieren!
Oberschlitten nachjustieren
Drehbank rattert Drehzahl zu hoch
Lagerspiel
Drehzahl reduzieren
Lager nachjustieren
Zentrierspitzen werden
heiß
Werkstück hat sich ausge-
dehnt
nachstellen
Werkzeugspitze sehr
schnell stumpf
zu hohe Drehzahl
zu hohe Spanabnahme
mangelnde Kühlung
Drehzahl reduzieren
Abnahme reduzieren
Kühlung optimieren
hohe Abnutzung Werk-
zeugseite
Schnittwinkel falsch
Werkzeug nicht auf Höhe
Drehachse
Schnittwinkel ändern
Werkzeughöhe anpassen
Schnittkante bricht ab falscher Schnittwinkel
Rissbildung durch ungleich-
mäßige Kühlung
Vibration durch Lagerspiel
Schnittwinkel ändern
gleichmäßig kühlen
Lager nachjustieren
falscher Gewindeschnitt Werkzeug falsch eingespannt
falscher Gewindegang
falscher Durchmesser für
Gewinde
Werkzeug parallel einspan-
nen
prüfen
Werkstückdurchmesser
anpassen
Spindel läuft nicht an Notaus aktiviert Notaus lösen