20
operator to actually rest the nozzle on the
work piece and drag it along while welding.
This can be very helpful to beginning welders
to steady the gun, allowing the welder to
concentrate on welding technique. If the noz-
zle is held off the work piece, the distance
between the nozzle and the work piece
should be kept constant and should not
exceed 1/4 inch or the arc may begin sputter-
ing, signaling a loss in welding
performance
WELDING TECHNIQUES
WARNING
EXPOSURE TO A WELDING ARC IS
EXTREMELY HARMFUL TO THE EYES AND
SKIN! Prolonged exposure to the welding arc
can cause blindness and burns. Never strike
an arc or begin welding until you are ade-
quately protected. Wear flameproof welding
gloves, a heavy long sleeved shirt, cuffless
trousers, high topped shoes and a welding
helmet.
WARNING
ELECTRIC SHOCK CAN KILL! To prevent
ELECTRIC SHOCK, do not perform any weld-
ing while standing, kneeling, or lying directly
on the grounded work.
MOVING THE GUN
Gun travel refers to the movement of the gun
along the weld joint and is broken into two
elements: Direction and Speed. A solid weld
bead requires that the welding gun be
moved steadily and at the right speed along
the weld joint. Moving the gun too fast, too
slow, or erratically will prevent proper fusion
or create a lumpy, uneven bead.
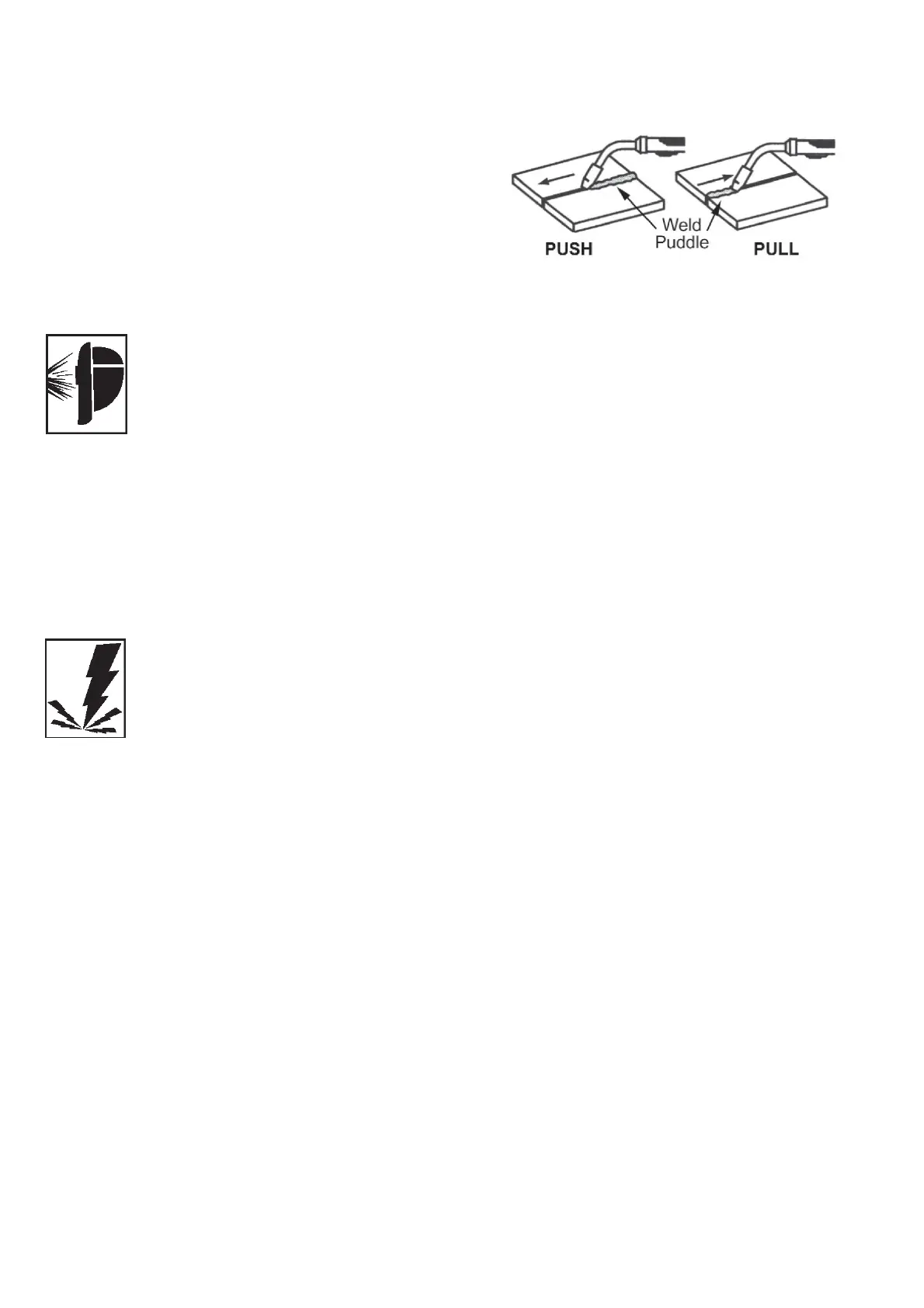
1. TRAVEL DIRECTION is the direction the
gun is moved along the weld joint in rela-
tion to the weld puddle. The gun is either
PUSHED (see Figure 10) into the weld pud-
dle or PULLED away from the weld puddle.
For most welding jobs you will pull the
gun along the weld joint to take advan-
tage of the greater weld puddle visibility.
2. TRAVEL SPEED is the rate at which the
gun is being pushed or pulled along the
weld joint. For a fixed heat setting, the
faster the travel speed, the lower the pene-
tration and the lower and narrower the fin-
ished weld bead. Likewise, the slower the
travel speed, the deeper the penetration
and the higher and wider the finished weld
bead.
TYPES OF WELD BEADS
The following paragraphs discuss the most
commonly used welding beads.
Once you have the gun in position with the
wire lined up on the weld joint, lower your hel-
met, pull the trigger and the arc will start. In a
second or two you will notice a weld puddle
form and the base of the bead beginning to
build. It is now time to begin to move with the
gun. If you are just learning to weld, simply
move the gun in a straight line and at a steady
speed along the weld joint. Try to achieve a
weld with the desired penetration and a bead
that is fairly flat and consistent in width.
As you become more familiar with your new
welder and better at laying some simple weld
beads, you can begin to try some different
weld bead types.
There are two basic types of weld beads, the
stringer bead and the weave bead.
1. The STRINGER BEAD (Figure 11) is formed
by traveling with the gun in a straight line
while keeping the wire and nozzle centered
over the weld joint. This is the easiest type of
bead to make.
Figure 10. Travel Direction