WARNING
Hot slag can cause fires and serious injury
from burns! Be sure to wear protective cloth-
ing and eye gear when using the Overhead
Position.
4. The OVERHEAD POSITION (Figure 16) is the
most difficult welding position because gravi-
ty is pulling at the weld puddle trying to
make it drip off the work piece. Angle A (see
HOLDING THE GUN - p.19) should be main-
tained at 60 degrees, the same as in the flat
position. Maintaining this angle will reduce
the chances of molten metal falling into the
nozzle should it drip from the weld puddle.
Angle B should be held at zero degrees so
that the wire is aiming directly into the weld
joint. If you experience excessive dripping of
the weld puddle, select a lower heat setting.
Also, the weave bead tends to work better
than the stringer bead when welding
overhead.
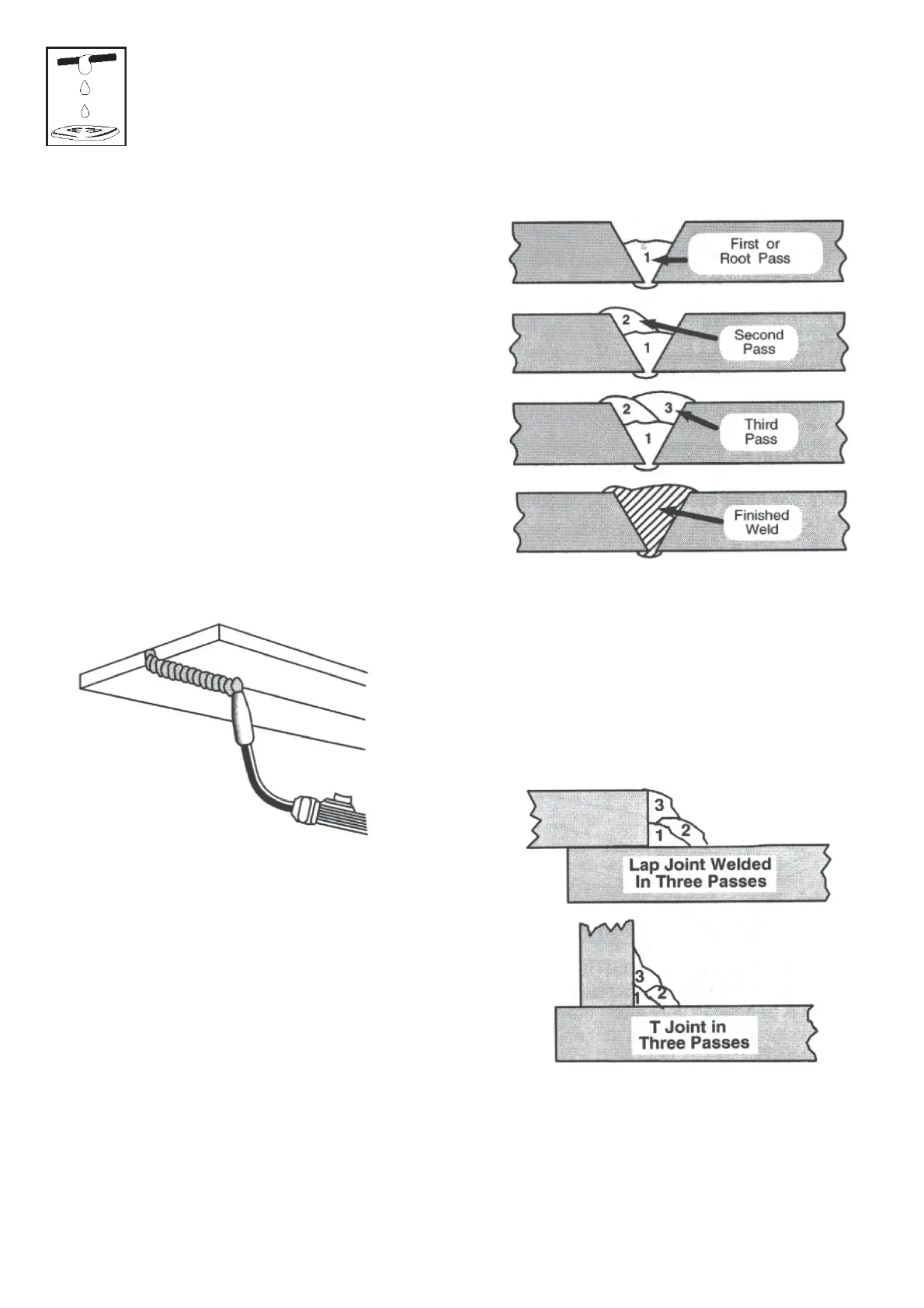
MULTIPLE PASS WELDING
Butt Weld Joints. When butt welding thicker
materials, you will need to prepare the edges
of the material to be joined by grinding a
bevel on the edge of one or both pieces of
the metal being joined. When this is done, a
V is created between the two pieces of metal,
that will have to be welded closed. In most
cases more than one pass or bead will need
to be laid into the joint to close the V. Laying
more than one bead into the same weld joint
is known as a multiple-pass weld.
The illustrations in Figure 17 show the
sequence for laying multiple pass beads into
a single V butt joint.
NOTE: WHEN USING SELF-SHIELDING FLUX-
CORE WIRE it is very important to thoroughly
chip and brush the slag off each completed
weld bead before making another pass or the
next pass will be of poor quality.
Fillet Weld Joints. Most fillet weld joints, on
metals of moderate to heavy thickness, will
require multiple pass welds to produce a
strong joint. The illustrations in Figure 18
show the sequence of laying multiple pass
beads into a T fillet joint and a lap fillet joint.
Figure 16. Overhead Position
22
Figure 17. Butt Joints
Figure 18. Fillet Weld Joints