24
Safety Precautions and Technical Details
DAA007EN - 11.05.2021
INSTRUCTIONS FOR SAFETY-CONSCIOUS WORK
4.1.3 Chuck and jaws
When a part is being placed in a chuck, there is a risk that fingers will be crushed
between the jaws and the part.
In general:
• The original mounting means of the clamping device manufacturer must be used
to mount the jaws.
• Mounting screws of the maximum possible length must be used.
• The mounting screws must be tightened with a torque spanner. The torque
must be selected according to the strength class of the screws or in conformity
with the specifications of the clamping device manufacturer.
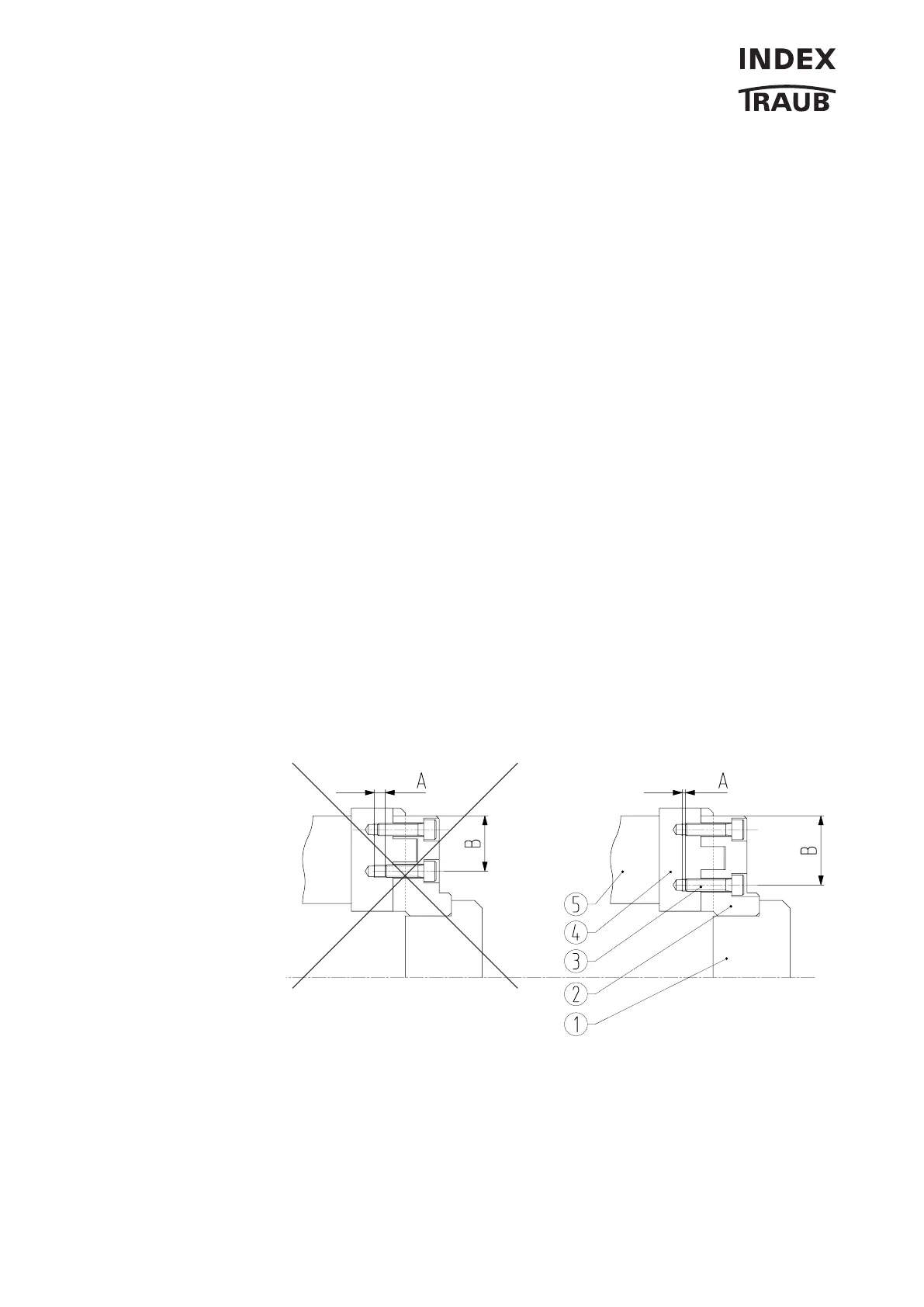
• Distance A (refer to drawing) between the end of the screw and the end of the
thread must not exceed 2 mm.
• Distance B (refer to drawing) must be as large as possible.
• Jaws with a maximum permissible rotational speed that is less than that of the
clamping device or the spindle must be marked in a clearly visible manner (e.g.,
with the maximum permissible rotational speed).
• The jaw stroke of each jaw must not exceed 4 mm. It must be ensured that the
jaws are shaped accordingly.
• For single-spindle lathes:
If a clamping travel of < 4 mm (0.163 in.) cannot be achieved, a suitable foot-op-
erated switch must be used.
• For multi-spindle lathes:
Manual loading and unloading in automatic mode is not allowed. For manual
loading and unloading in setup mode with clamping strokes > 4 mm, appropriate
safety measures must be taken.
Date: 17-Jun-20 Time: 13:53
Incorrect
Correct
1 Workpiece
2 Top jaw
3 Mounting screw
4 Base jaw
5 Chuck body