ProPuls 320C
Bedienungsanleitung Seite 11
•
Kraterfüllprogramm 4-Takt mit Zweitstrom I2:
Funktionen wie bei Kraterfüllprogramm 4-Takt Standard.
Zusätzlich kann während des Schweißens mit dem Strom I1 durch kurzes tippen auf den
Brennertaster (< 0,5s) zwischen I1 und I2 hin und hergewechselt werden.
Der Strom fährt mit der I2 Startrampe von I1 zu I2, verbleibt auf diesem Wert I2, und fährt bei
erneutem tippen auf den Brennertaster mit der I2 Endrampe wieder auf den Strom I1
herunter. Dieser Vorgang kann beliebig oft wiederholt werden.
• Schweißprozess Doppelpuls:
Hier kann zusätzlich zum normalen Pulsen ein weiterer Puls (Doppelpuls) aktiviert werden.
Die Parameter sind im Diagramm Krater zu entnehmen.
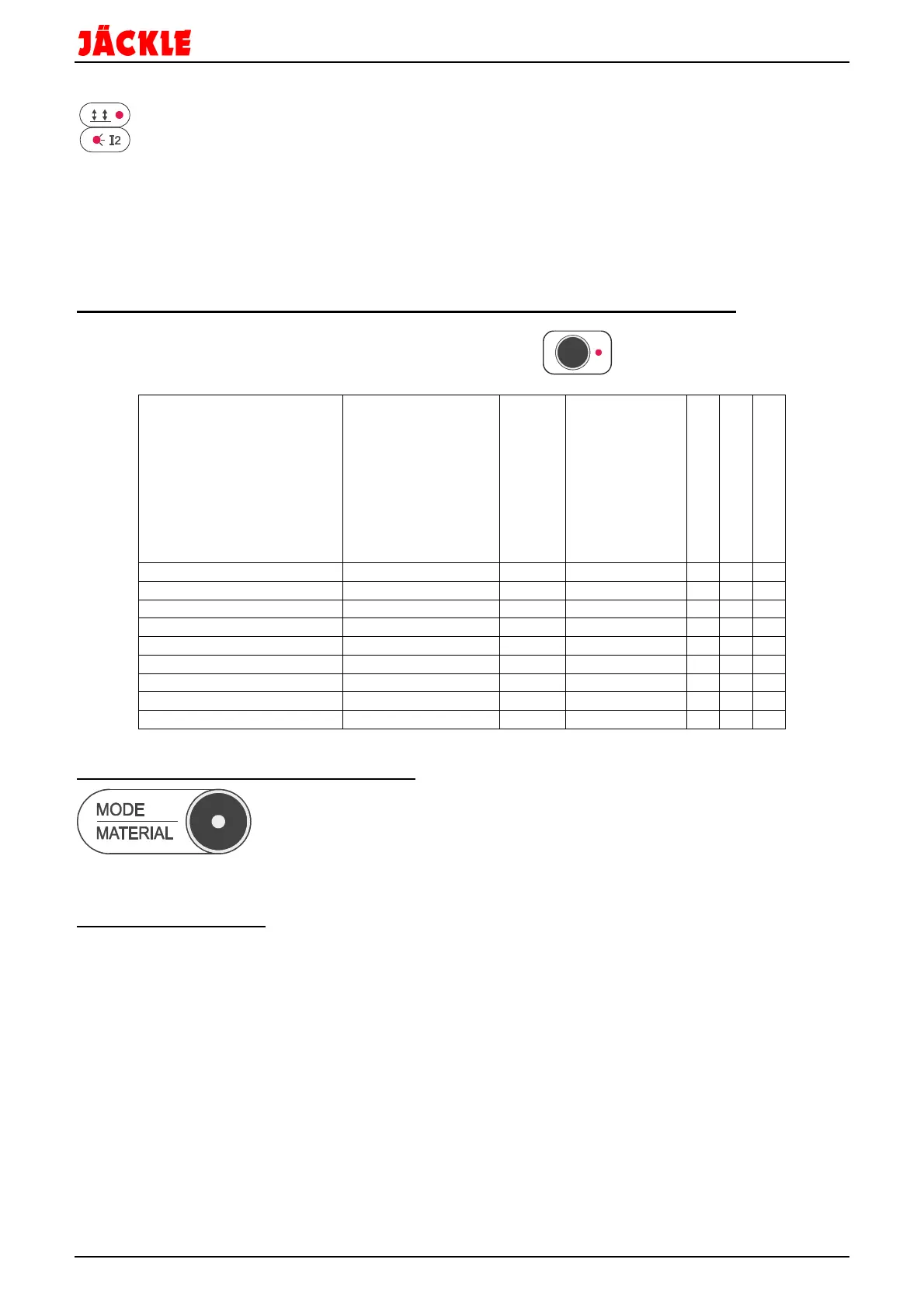
4.4 Fx / Parameterbeschreibung der Schweißprozesse WIG / ELEKTRODE:
Die Parameter können über die Taste Fx aufgerufen und mit
den beiden Drehknöpfen geändert werden.
Funktion:
Auswahl mit dem linken
Drehknopf (Pos. 2)
Displaytext
Grundeinstellung
Bereichs-
werte
Auswahl mit
dem
rechten
Drehknopf
(Pos. 8)
HOTSTART HOT START 50 0 – 100% ●
ARCFORCE ARC FORCE 50 0 – 100% ●
Startrampe SLOPE UP 0.0s 0.0 – 2.0s ● ●
Endrampe SLOPE DOWN 2.0s 0.0 – 8.0s ● ●
Abschaltspannung STOP SPG 0 -30 - +30 ● ●
Strompuls Überhöhung PULS DELTA -50% -100 – 1000% ●
Puls Balance PULS BALANCE 0% -40 – 40% ●
Puls Frequenz PULS FREQ. 100Hz 0.1 – 500Hz ●
●
4.5 Schweißprozess / Materialauswahl
Durch wiederholtes tippen auf die Taste kann die gewünschte Funktion aufgerufen werde.
Schweißprozess (MODE):
Mit dem linken Drehknopf (Pos. 2) kann der gewünschte Prozess ausgewählt werden (►) und mit der
Taste ‚ENTER / OK’ (Pos. 12) aufgerufen werden.
Erlaubt die Auswahl der folgenden Schweißprozesse:
• MIG PULS
• MIG DOPPELPULS
• MIG/MAG AUTOMATIK
• MIG/MAG HAND
• COLD (Option)
• PIPE/ROHR (Option)
• POWER ARC (Option)
• FASTARC (Option)
• ELEKTRODE
• WIG LIFT
• WIG PULS LIFTARC
• JOB (nur bei belegtem Jobspeicher auswählbar)
F
X