ProPuls 320C
Operating manual Page 42
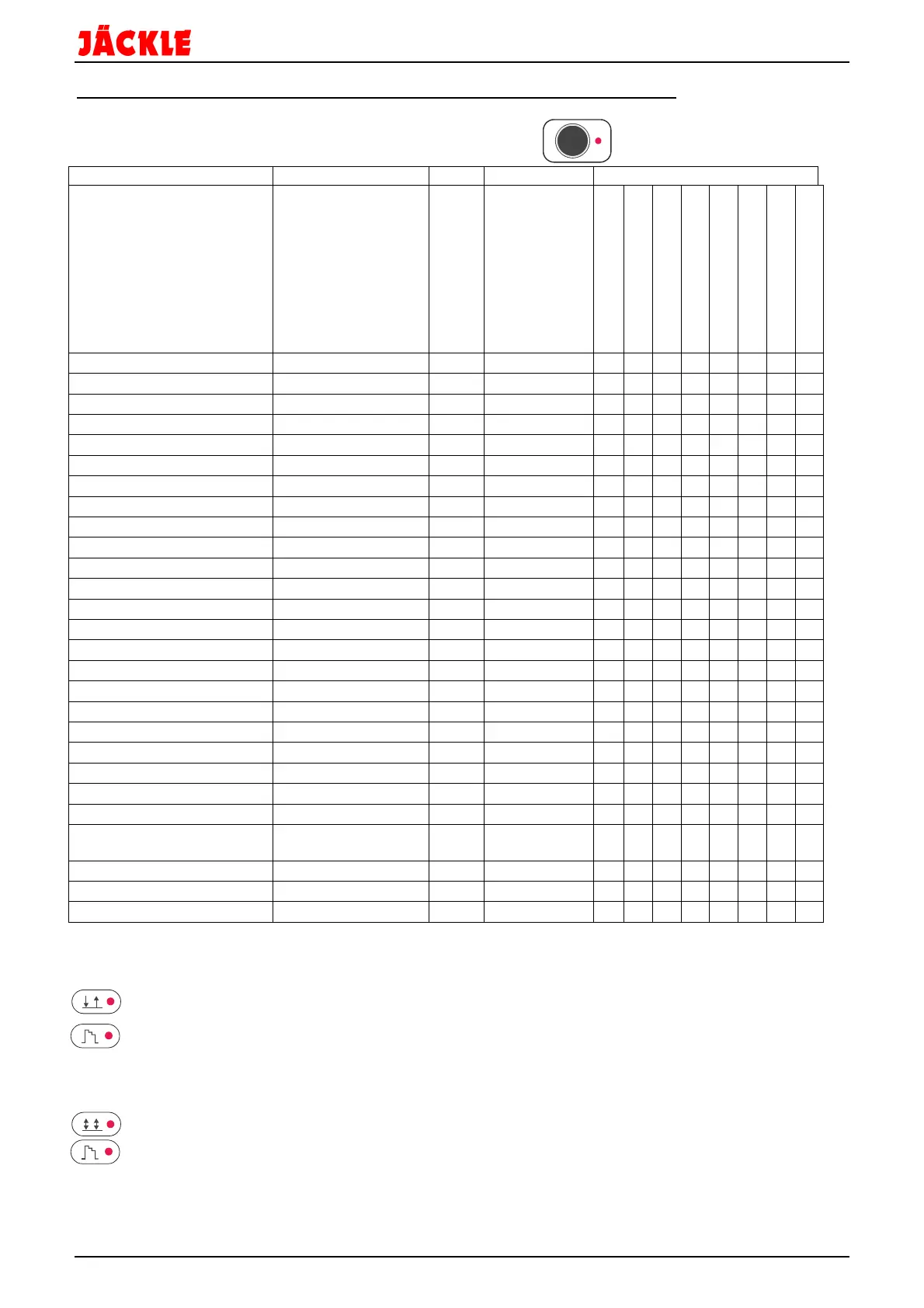
16.4 Fx / parameter description of the welding processes MIG/MAG:
The parameters can be called up using the Fx button and
changed with both dials.
Welding process
Function:
Selection with the left
Rotating knob (Pos. 2)
Display text
Basic settings
Range-
values
Selection
with the
right
rotating knob
(Pos. 8)
-Cycle
-cycle
C Crater
C Crater
C Crater + current I2
uble pulse
Gas pre flow time PRE GAS 0.1s 0.0 – 2.0s ● ● ● ● ● ● ●
●
Start speed START SPEED 0 -30 - +30 ● ● ● ● ● ● ●
●
Start pulse START PULS 0 -30 - +30 ● ● ● ● ● ● ●
●
Start current INIT CURRENT 20% -50 - +100% ● ● ●
Arc length Start INI. ARC L. 0 -30 - +30 ● ● ●
Crater Start time T. INIT CARTER 1.0s 0.0 – 2.0s ●
Start ramp INI SLOPE C. 1.0s 0.0 – 2.0s ● ● ●
End ramp FIN SLOPE C. 1.0s 0.0 – 8.0s ● ● ●
End current FINAL CURRENT -30% -100 - +50% ● ● ●
Arc length End FIN ARC L. 0 -30 - +30 ● ● ●
Crater End time T: FIN CRATER 0.0s 0.0 – 2.0s ●
Burn back time BURN BACK 0 -30 - +30 ● ● ● ● ● ● ●
●
Gas post flow time POST GAS 1.0s 0.0 – 10.0s ● ● ● ● ● ● ●
●
Current I2 Start ramp IN SLOPE CYC 0.05s
0.0 – 1.0s ●
Current I2 CYCLE CURR. 20% -99 - +100% ●
Arc length I2 CYCLE ARC L. 0 -30 - +30 ●
Current I2 End ramp FI SLOPE CYC 0.05s
0.0 – 1.0s ●
Double pulse Start ramp IN SLOPE DP 5.5s 0.5 – 100s
●
Double pulse current DPuls – CURR 50% -99 - +200%
●
Double pulse arc length DP Arc Len 0 -30 - +30
●
Double pulse balance DPuls - BAL. 0 -40 - +40
●
Double pulse frequency DPuls - FREQ. 2.7 0.1 – 5.0Hz
●
Double pulse End ramp FI SLOPE DP 5.1s 0,1 – 100s
●
Current rise rate Slope Job
100
A/s
5 – 500A/s ● ● ● ● ● ● ●
●
Spot time SPOT TIME 3.0s 0.0 – 20.0s ●
Welding ON time STITCH TIME 1.0s 0.1 – 8.0s ●
Pause (OFF) time STITCH PAUSE 1.0s 0.1 – 8.0s ●
•
Standard crater program:
2 step:
The torch trigger is
pressed
and after the gas pre-flow time has elapsed, the arc is ignited with the
preset hot start current. After the hot-start time is finished, the current slopes down, over the preset start
ramp time, to the preset main welding current I1.
The torch trigger is
released
, and the current slopes down to the preset end crater-fill current, over the
end-crater ramp time. After the welding crater end time, the arc extinguishes.
After this, the shielding gas flows for the preset gas post flow time.
4 step:
The torch trigger is
pressed
and the arc is ignited with the preset hot-start current. The hot start current
is active all the time the trigger is pressed. When the trigger is released, the current slopes down, over
the preset start ramp time, to the main welding current I1, where it stays.
When the torch button is
pressed again
, the current slopes down over the end-crater ramp time, to the
preset end crater-fill current. The end crater-fill current is active all the time the trigger is pressed. and
stays at this level. The torch trigger
released
, and the arc is extenguished. After this, the shielding gas
flows for the preset gas post flow time.
F
X