A WILKINSON STAR LIMITED PRODUCT 01-19 ISSUE 1
MMA Parameter Sengs
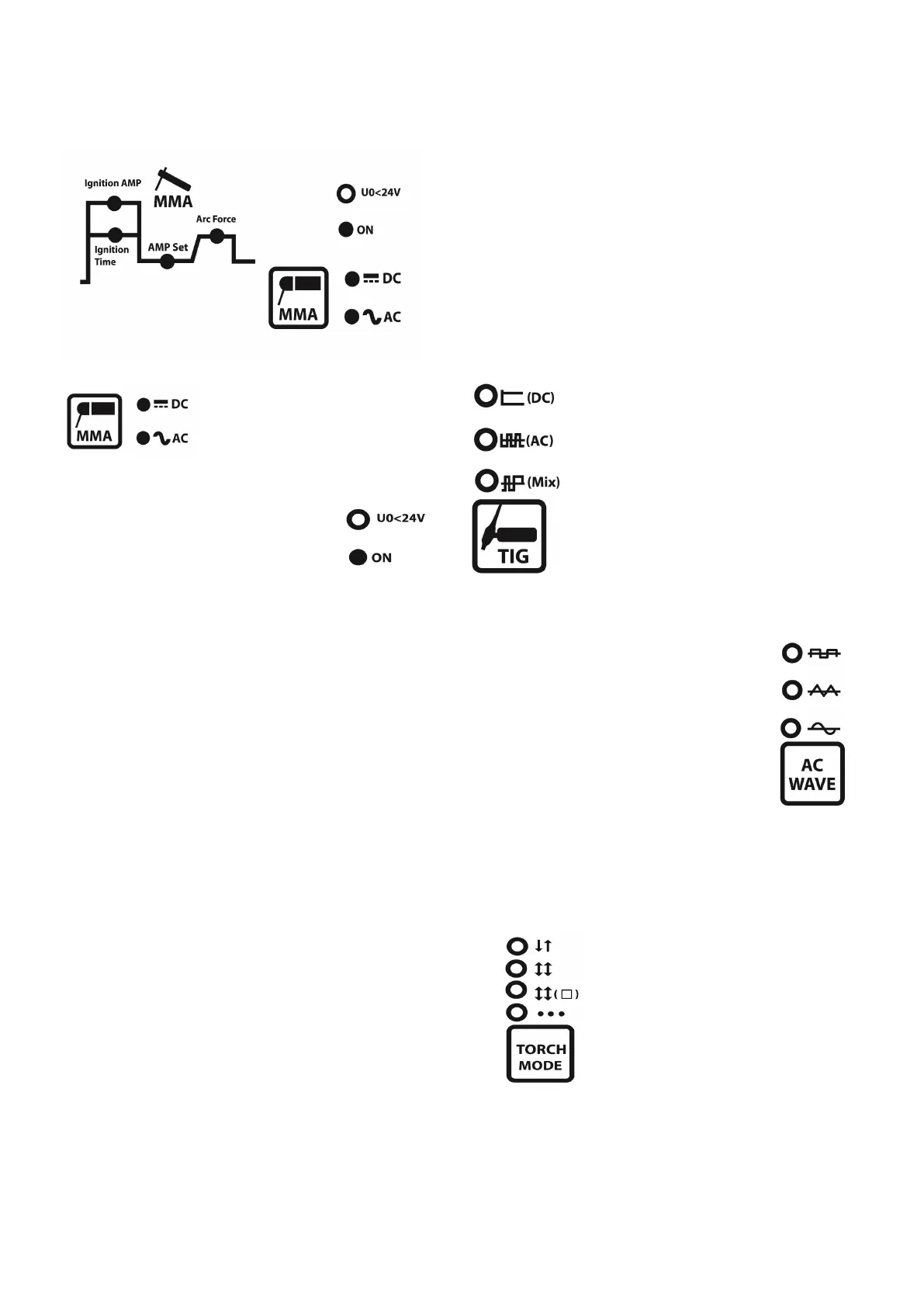
MMA parameter zone
Press to select MMA mode. The
LED will be lit on the selecon,
either AC or DC.
VRD
The “on” LED will be LIT to show
the VRD opon is enabled and the
voltage at the output is below 24V.
The LED will be o when an arc is
established.
Hot start
To set the hot start or ignion amps, aer selecng
AC or DC welding mode turn the adjuster knob
unl the ignion amps LED is lit. Press the adjuster
unl the LED ashes. Turn the adjuster to increase
or decrease the value. The hot start current value
is between 0 and 80A added to the set welding
current value. When the seng is as required
press the adjuster again and the LED will be lit
solid.
To set the hot start / ignion me turn the
adjuster knob unl the ignion me LED is lit.
Press the adjuster unl the LED ashes. Turn the
adjuster to increase or decrease the me value.
When the seng is as required press the adjuster
again and the LED will be lit solid.
Welding current
To set the MMA welding current turn the adjuster
knob unl the “Amps set” LED is lit. Press the
adjuster unl the LED ashes. Turn the adjuster to
increase or decrease the current value. When the
seng is as required press the adjuster again and
the LED will be lit solid.
Arc force
To set the “Arc force” current turn the adjuster
knob unl the “Arc force” LED is lit. Press the
adjuster unl the LED ashes. Turn the adjuster to
increase or decrease the current value. This value
is between 0 and 100A added to the set welding
current. When the seng is as required press the
adjuster again and the LED will be lit solid.
TIG Parameter Sengs
TIG mode
Press the TIG buon to enter the
TIG mode welding selecon
interface.
Press the TIG buon to light the
mode required. This can be:
DC mode
AC mode
Hybrid mode (mix)
AC wave mode
Press the “AC WAVE” buon unl the
LED is lit next to the required wave
shape.
The selecons are square wave, triangle
wave or sine wave.
Torch control mode
Pres the torch mode buon to light the LED
corresponding to the switch mode required. The
opons are:
2T
4T
Cycle
Spot welding
2T mode
In the 2T mode, when the torch switch is pressed
down, it will start the pre ow gas and the arc
striking current rises to the set value over the
upslope me (if set). When the torch switch is