A WILKINSON STAR LIMITED PRODUCT 01-19 ISSUE 1
6 UNPACKING
Check the packaging for any signs of damage.
Carefully remove the machine and retain the
packaging unl the installaon is complete.
Locaon
The machine should be located in a suitable posion
and environment. Care should be taken to avoid
moisture, dust, steam, oil or corrosive gases.
Place on a secure level surface and ensure that
there is adequate clearance around the machine to
ensure natural airow.
7 INPUT AND OUTPUT CONNECTIONS
Input connecon
Before connecng the machine you should ensure
that the correct supply is available. Details of the
machine requirements can be found on the data
plate of the machine or in the technical parameters
shown in the manual.
The equipment should be connected by a suitably
qualied competent person. Always ensure the
equipment has a proper grounding. Never connect
the machine to the mains supply with the panels
removed.
Operaon
When the installaon is correct, turn the power
switch to “ON” posion. At this me, the panel
indicator lights, the fan inside the machine starts to
rotate (fan is controlled by temperature and may
stop) and the welder starts to work normally.
MMA welding
Before manual welding, pay aenon to the
polarity of the cable connecons. There are two
connecon methods for DC welding, posive
electrode connecon and posive electrode
connecon. Check the electrode manufacturers
recommendaon for the correct conguraon.
Posive (DCEP) connecon method: Connect the
electrode holder cable to the posive output
connecon and the work piece to the negave
connecon on the machine.
Negave (DCEN) connecon method: Connect the
electrode holder cable to the negave output
connecon and the work piece to the posive
connecon on the machine.
When welding, it is selected according to the
process requirements of work piece. Improper
selecon may result in instable arc, splashing and
scking. In this case, swap the quick plug to change
the polarity.
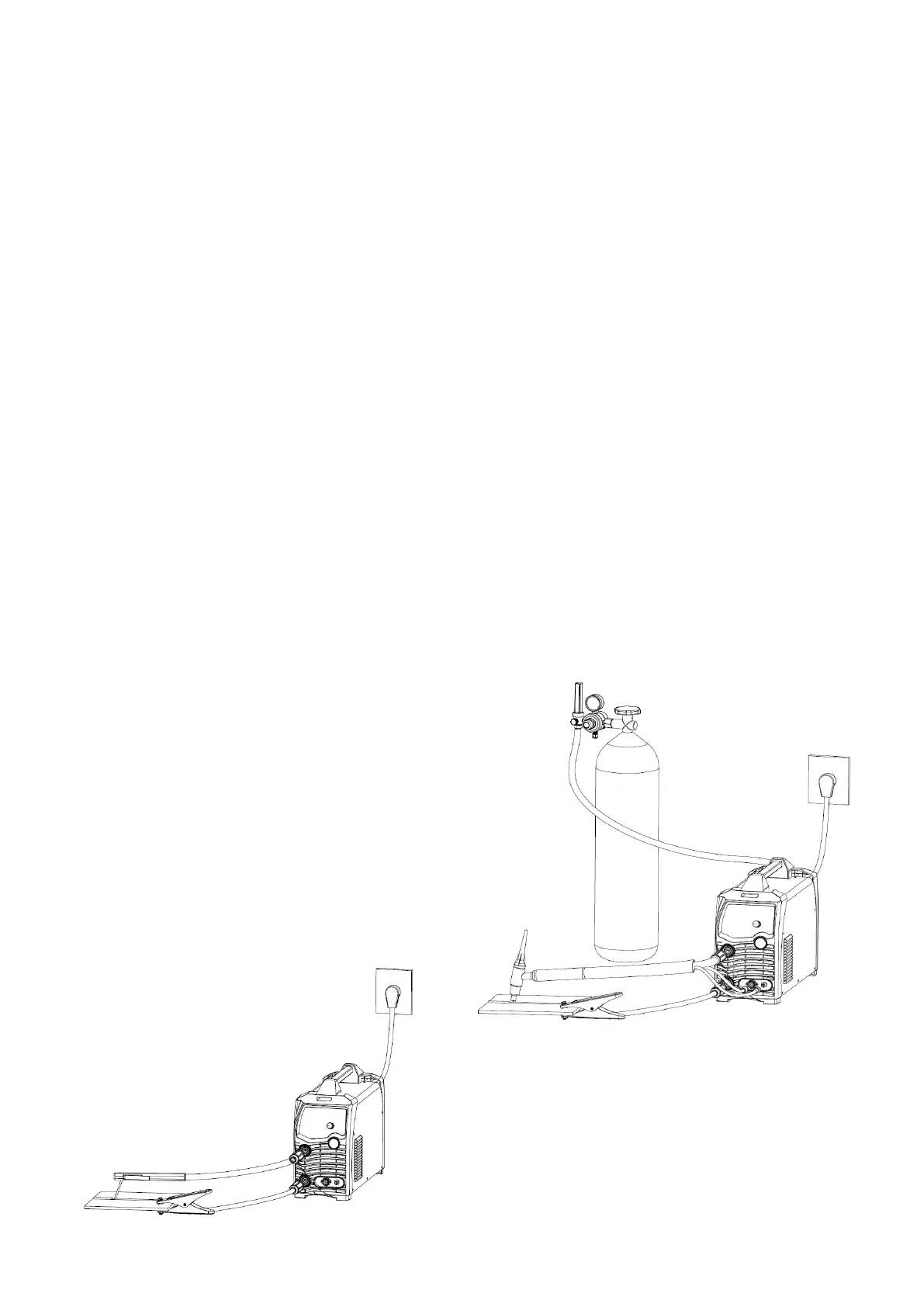
TIG welding
Connect the TIG torch power lead into the negave
output connecon. Connect the torch gas
connecon into the quick t connector on the front
panel. Connect the torch switch or remote control
into the mul pin connector on the front panel.
Connect the work return cable into the posive