SynMag 2600/3100/3600/4100/5100 8 Schweißprogramme
BA-0006 • 2020-02-08 DE - 19
SynMag 3600 / 4100 /5100
Über den Drehknopf Abb. 13 Pos. J auf Seite DE-17 ist die Punktzeit einzustellen. Der Prozessablauf ist wie
folgt:
• 1. Takt: Brennertaste drücken und halten. Das Schutzgas strömt vor. Der Lichtbogen zündet.
• 2. Takt: Nach Ablauf der eingestellten Zeit erlischt der Lichtbogen automatisch. Das Schutzgas
strömt kurz nach.
MIG/MAG 4-Takt-Schweißen
SynMag 2600/3100/3600/4100/5100
Der Prozessablauf ist wie folgt:
• 1. Takt: Brennertaste drücken und halten. Das Schutzgas strömt vor, der Lichtbogen zündet.
• 2. Takt: Brennertaste loslassen. Schweißen mit dem eingestellten Energiewert.
• 3. Takt: Brennertaste drücken und halten. Der Lichtbogen erlischt.
• 4. Takt: Brennertaste loslassen. Die Gasnachströmzeit läuft ab. Der Schweißprozess ist beendet.
MIG/MAG 2-Takt-Schweißen
SynMag 2600/3100/3600/4100/5100
Der Prozessablauf ist wie folgt:
• 1. Takt: Brennertaste drücken und halten. Das Schutzgas strömt vor. Der Lichtbogen zündet.
• 2. Takt: Brennertaste loslassen. Der Lichtbogen erlischt. Das Schutzgas strömt nach.
Der Schweißprozess ist beendet.
8 Schweißprogramme
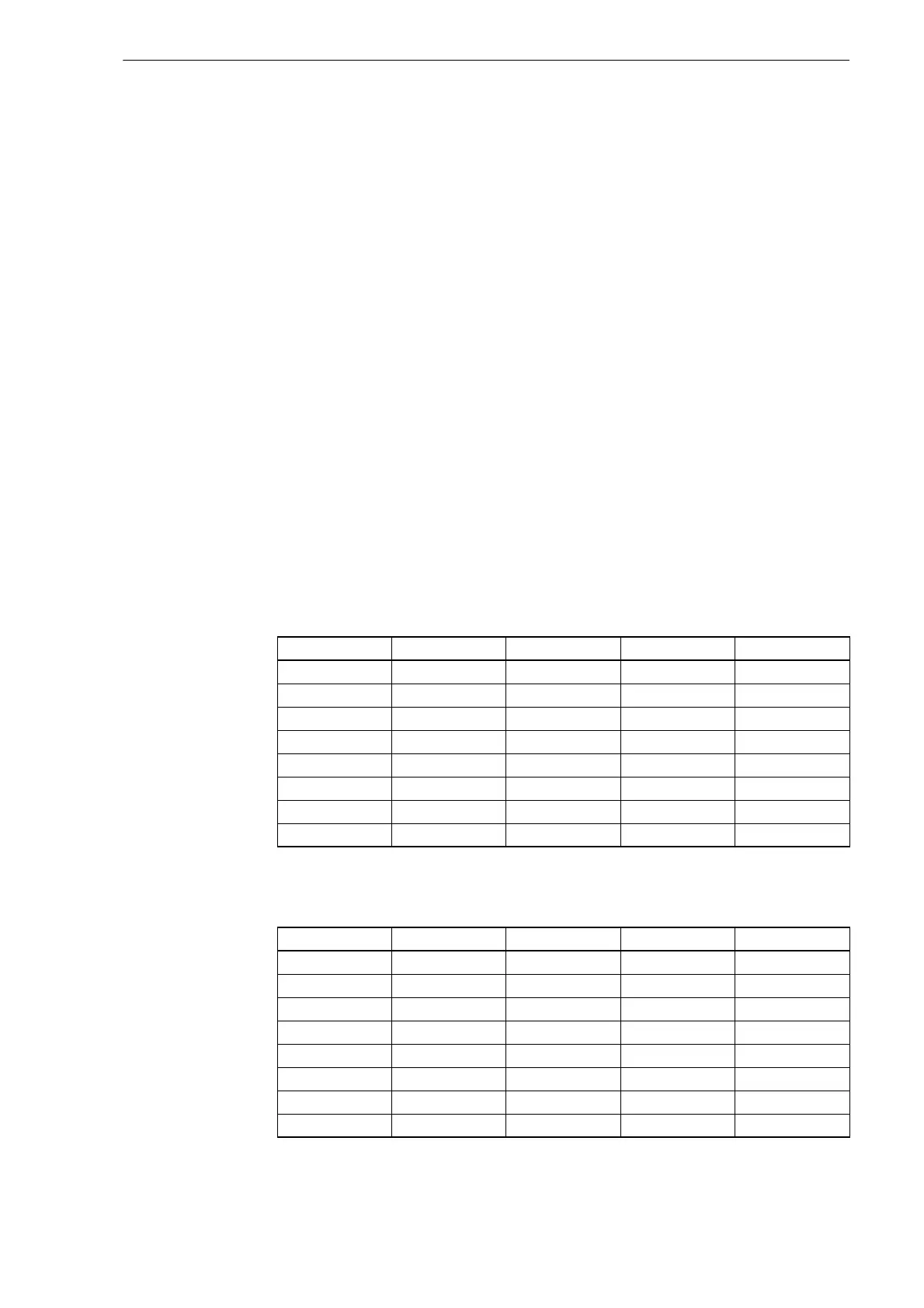
8.1 SynMag 2600
8.2 SynMag 3100
Tab. 5 Schweißprogramme SynMag 2600
Programm Empf. Stufe Material Draht-Ø Schutzgas
1 1–12 St 0,8 82 Ar / 18 CO²
2 1–12 St 1,0 82 Ar / 18 CO²
3 1–11 VA 0,8 97,5 Ar / 2,5 CO²
4 1–12 VA 1,0 97,5 Ar / 2,5 CO²
5 1–11 Alu 1,0 Argon
6 1–12 Alu 1,2 Argon
7 1–12 CuSi 0,8 Argon
8 1–12 CuSi 1,0 Argon
Tab. 6 Schweißprogramme SynMag 3100
Programm Empf. Stufe Material Draht-Ø Schutzgas
1 1–12 St 0,8 82 Ar / 18 CO²
2 1–12 St 1,0 82 Ar / 18 CO²
3 1–12 St 1,2 82 Ar / 18 CO²
4 1–10 VA 0,8 97,5 Ar / 2,5 CO²
5 1–12 VA 1,0 97,5 Ar / 2,5 CO²
6 1–12 VA 1,2 97,5 Ar / 2,5 CO²
7 1–10 Alu 1,0 Argon
8 1–12 Alu 1,2 Argon