SynMag 2600/3100/3600/4100/5100 8 Welding programmes
BA-0006 • 2020-02-08 EN - 17
SynMag 3600/4100/5100
Use the knob in Fig. 13 pos. J on page EN-15 to set the spot welding time. The process sequence
is as follows:
• Step 1: Press and hold the torch trigger. The shielding gas flows. The arc ignites.
• Step 2: The arc automatically goes out after the set time has elapsed. The shielding gas continues
to flow for a brief period.
MIG/MAG 4-step welding
SynMag 2600/3100/3600/4100/5100
The process sequence is as follows:
• Step 1: Press and hold the torch trigger. The shielding gas flows and the arc ignites.
• Step 2: Release the torch trigger. Weld with the set energy value.
• Step 3: Press and hold the torch trigger. The arc goes out.
• Step 4: Release the torch trigger. The gas post flow time elapses. The welding process is finished.
MIG/MAG 2-step welding
SynMag 2600/3100/3600/4100/5100
The process sequence is as follows:
• Step 1: Press and hold the torch trigger. The shielding gas flows. The arc ignites.
• Step 2: Release the torch trigger. The arc goes out. The shielding gas continues to flow. The welding
process is finished.
8 Welding programmes
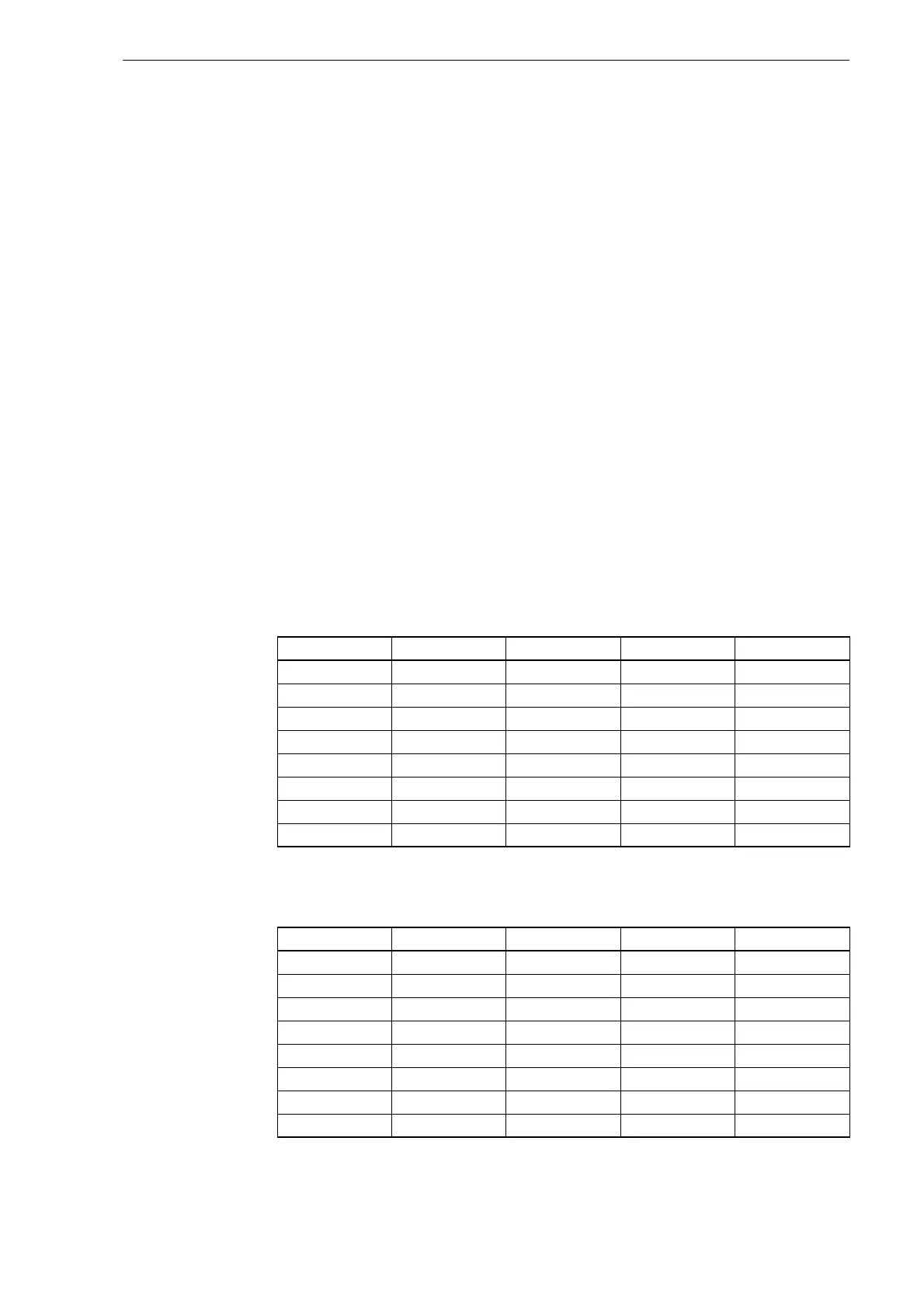
8.1 SynMag 2600
8.2 SynMag 3100
Tab. 5 SynMag 2600 welding programmes
Programme Rec. level Material Wire Ø Shielding gas
1 1–12 St 0.8 82 Ar / 18 CO²
2 1–12 St 1.0 82 Ar / 18 CO²
3 1–11 VA 0.8 97.5 Ar / 2.5 CO²
4 1–12 VA 1.0 97.5 Ar / 2.5 CO²
5 1–11 Alu 1.0 Argon
6 1–12 Alu 1.2 Argon
7 1–12 CuSi 0.8 Argon
8 1–12 CuSi 1.0 Argon
Tab. 6 SynMag 3100 welding programmes
Programme Rec. level Material Wire Ø Shielding gas
1 1–12 St 0.8 82 Ar / 18 CO²
2 1–12 St 1.0 82 Ar / 18 CO²
3 1–12 St 1.2 82 Ar / 18 CO²
4 1–10 VA 0.8 97.5 Ar / 2.5 CO²
5 1–12 VA 1.0 97.5 Ar / 2.5 CO²
6 1–12 VA 1.2 97.5 Ar / 2.5 CO²
7 1–10 Alu 1.0 Argon
8 1–12 Alu 1.2 Argon