Wire feed speed minimum and maximum adjustments
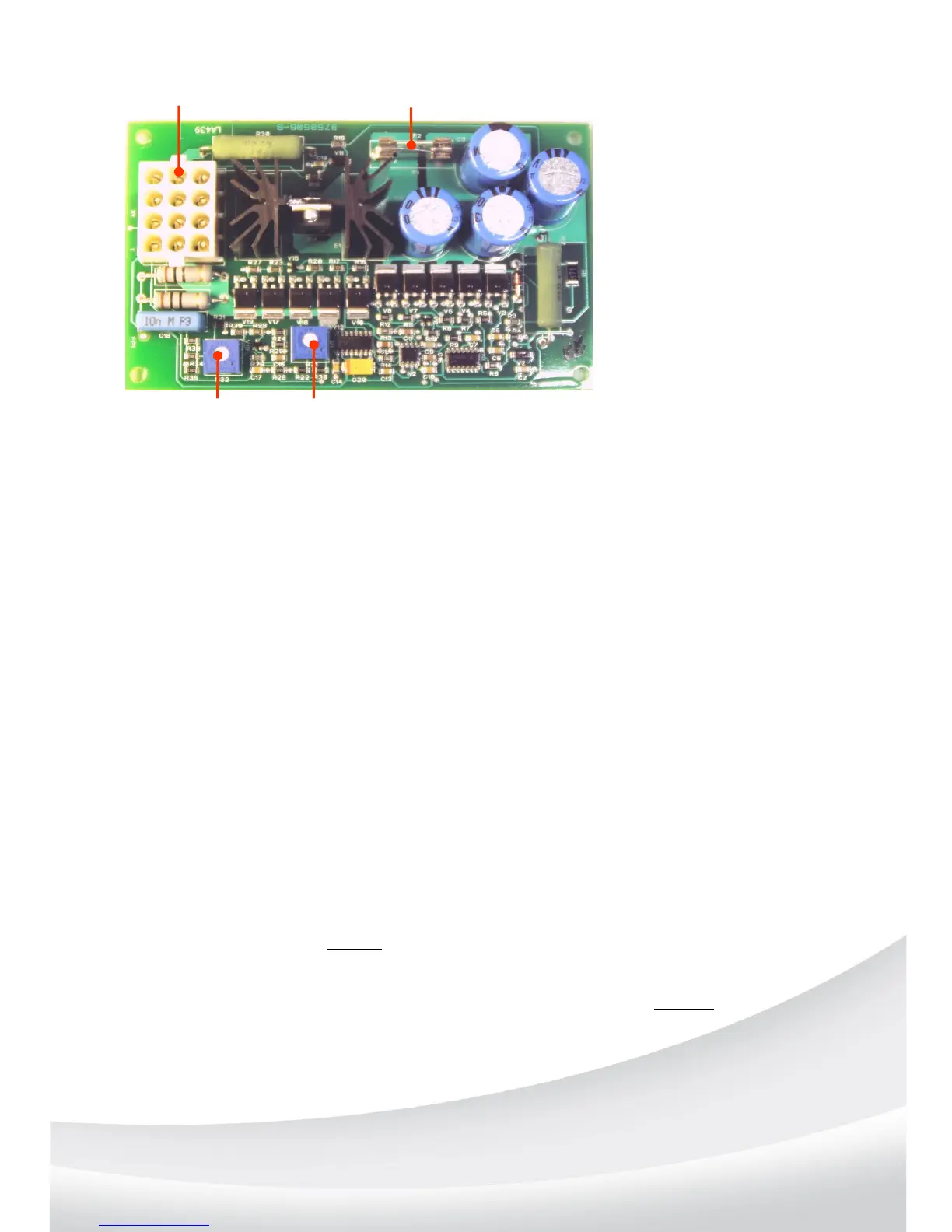
X1
R32 (Min) R21 (Max)
F1 (6,3 AT)
After replacing control card A002 or feed motor M001, the wf-speed has to be checked and
adjusted as follows:
1. From panel, choose synergic curve 00
2. Connect the power source to a load bank
3. Set wf-speed to 18 m/min
4. Check the actual speed and if necessary, adjust by trimmer R21
5. From panel, set the speed to 1 m/min
6. Check the actual speed and if necessary, adjust it by trimmer R32
7. Re-check maximum and minimum
If not using load bank, you have to check creep start level because of without short circuit creep
start won’t upslope to the welding value:
1. From panel, choose synergic curve 00
2. Set wf-speed to 18 m/min
3. Enter the setup and adjust parameter CSL value to ‘syn’
4. When ‘syn’ is plinking you can see the creep start value (in case of welding value 18m/min,
the actual value will be 12m/m)
5. Measure fed wire length and if necessary, adjust by trimmer R21
6. From panel, set the speed to 1 m/min (also creep start value will be 1m/min)
7. Measure fed wire and if necessary, adjust it by trimmer R32
8. Re-check maximum and minimum
20

 Loading...
Loading...







