139
ROZWIĄZYWANIE BŁĘDÓW
FLEX
2
3000 Compact posiada wbudowany zaawansowany
system ochrony. Spawarka automatycznie zatrzymuje
dopływ gazu, przerywa prąd spawania i zatrzymuje
podawanie drutu w przypadku wystąpienia błędu.
Wybrane błędy:
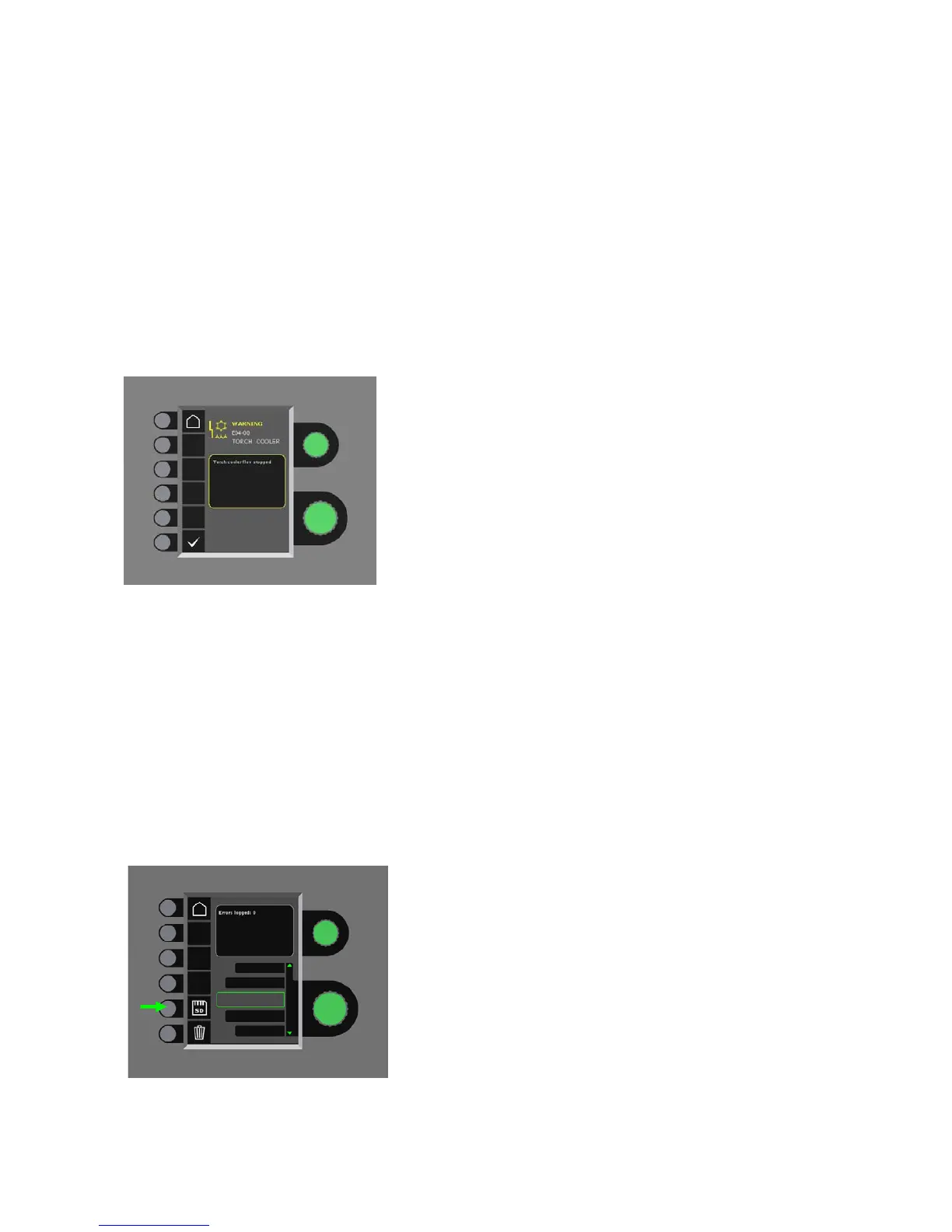
Błąd chłodzenia palnika
Błąd chłodzenia wyświetla się w spawarkach wyposażonych
w zestaw przepływu wody w przypadku braku krążenia
chłodziwa wynikającego z błędnego podłączenia lub
zatkania.
Sprawdź prawidłowe połączenie węży z chłodziwem,
uzupełnij zbiornik i sprawdź wąż spawalniczy oraz
odgałęzienia. Błąd chłodzenia kasujemy naciskając krótko
przycisk .
Błąd sterowania gazem
Błąd sterowania gazem pojawia się w związku ze zbyt
niskim lub wysokim ciśnieniem przepływającego gazu.
Upewnij się, że ciśnienie przepływającego gazu jest wyższe
niż 2 bary i niższe niż 6 barów, co odpowiada 5 l/min i
27 l/min.
Sygnał błędu wyłączamy ręcznie ustawiając przepływ gazu
na 27 l/min. Błąd ten kasujemy krótkim naciśnięciem
przycisku .
Rejestr błędów
Wszystkie błędy przechowywane są w rejestrze błędów
spawarki w menu serwisowym. Rejestr błędów można
przenosić poprzez włożenie karty SD i naciśnięcie
następującego przycisku:
Teraz rejestr błędów jest zapisany na karcie SD.
Rejestr błędów można kasować naciskając przycisk z
pojemnikiem na śmieci.
KONSERWACJA
Spawarka wymaga okresowej konserwacji i
czyszczenia w celu uniknięcia awarii i utraty
gwarancji.
OSTRZEŻENIE !
Konserwacja i czyszczenie wykonywane
mogą być wyłącznie przez przeszkolonych i
wykwalifikowanych pracowników. Spawarkę
należy odłączyć od zasilania sieciowego
(wyjmij wtyczkę sieciową!). Następnie
odczekaj ok. 5 minut przed podjęciem
konserwacji i czyszczenia, ponieważ
wszystkie kondensatory muszą być
rozładowane z uwagi na ryzyko porażenia.
Pojemnik drutu
- Regularnie czyść pojemnik drutu sprężonym
powietrzem i sprawdzaj, czy bruzdy i zęby
rolek napędowych nie są zużyte.
Jednostka chłodzenia
- Należy sprawdzać poziom płynu i ochrony
przed zamarzaniem, oraz uzupełniać
chłodziwo, jeśli to konieczne.
- Odprowadź chłodziwo z modułu chłodzenia i
węży chłodzących. Usuń brud i wypłucz
zbiornik oraz węże czystą wodą. Napełnij
zbiornik nowym chłodziwem. Spawarka
dostarczana jest z chłodziwem typu
propan-2-ol, przy czym stosunek
propan-2-olu do wody demineralizowanej
wynosi 23% : 77%, dzięki czemu powstały
roztwór zapobiega zamarzaniu do temp.
-9°C. (Patrz numer artykułu w wykazie części
zamiennych).
Źródło zasilania
- Zgodnie z potrzebą, czyść łopaty wentylatora
oraz komponenty w rurce chłodzącej za
pomocą czystego i suchego sprężonego
powietrza.
- Przeszkolony i wykwalifikowany pracownik
powinien przeprowadzać przegląd i
czyszczenie co najmniej raz na rok.
 Loading...
Loading...








