10 System performance
The following variables may influence the accuracy and repeatability of the system:
1. Material properties. Easy flowing, non-sticky and non-static material that comes in the form of small
regular shaped granules or powder can be dosed very accurate and regular.
2. Periodical cleaning of the dosing cylinder and seals is necessary for proper operation.
3. Extreme vibrations and shocks can have negative influence on system performance.
4. An unstable relay signal has a negative influence on the repeatability.
5. With injection molding the shot to shot accuracy depends, besides the variables mentioned so far, on
the shot time in combination with granule size and weight. If relatively big and heavy granules have to
be dosed in a very short time, it will influence the shot accuracy and repeatability, because if only a few
granules are dosed during the shot, one granule more or less makes a big difference on the total shot
weight.
6. Vacuum or overpressure in the neckpiece caused by driers or hopper loaders.
7. Bridging or rat holing of the material inside the hopper can happen if the material is not free flowing.
8. Bridging or rat holing of the material inside the hopper can happen if the material is extremely static.
9. Extremely static material can contaminate the dosing cylinder.
10. In case of water cooled neckpiece, check if there is material build up around the dosing cylinder and the
water cooled pipe. Check also the water supply to the neckpiece.
Always disconnect the loader from its main power source and compressed air course before servicing. This prevents the
loader from starting during servicing, which could cause personal injury.
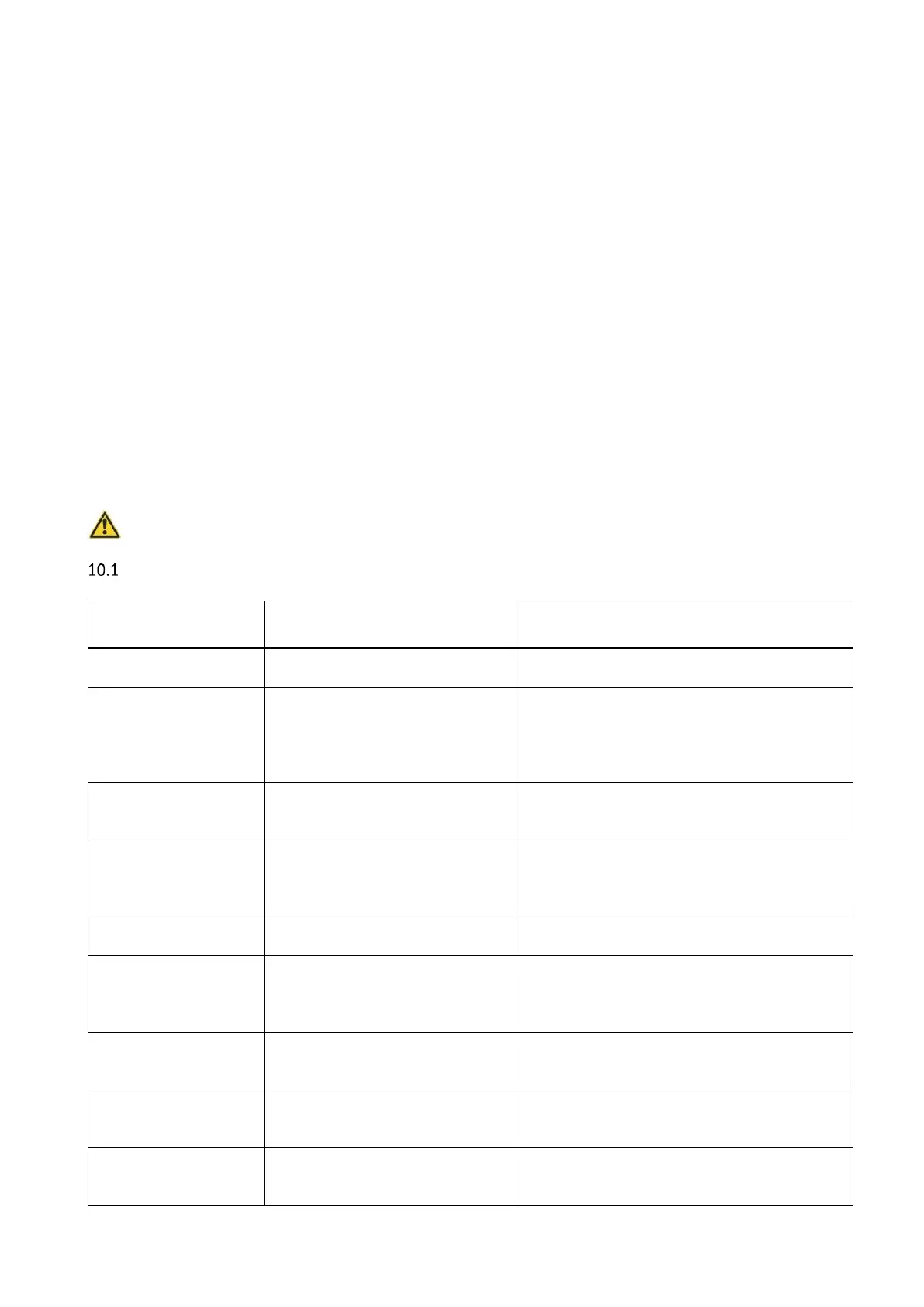
Conveying problems and solutions
Does the filter need to
be cleaned?
Check the filter, if it is clogged with dust
or fines, clean the filter.
Are there kinks in the flex hose?
Check the material flex hose line for
loops and “S” curves. Remove any loops
and “S” curves in the flex hose. Try to
keep the hose as straight as possible.
Check the material line for holes, cracks
Are hose connections
too loose?
Check the material line hose connections
for leaks especially at the ejector pipe connection.
Hose clamps should be used.
Are compressed air adjustments
correct?
Check the compressed air adjustment to make
sure it is properly adjusted for optimum flow. Too
much air will prematurely blind the filter;
too little air will create clogs.
Do you have enough material at
the source?
Replace/refill the material container
Has material plugged the flexible
hose?
Check the material flex hose line for
loops and “S” curves. Remove any loops
and “S” curves in the flex hose. Try to
keep the hose as straight as possible.
Is the compressed air tubing
connected?
Assure that the ejector pipe (s) are supplied
with compressed air via the supplied
tubing.
Are all electrical connections
correct?
Check to make the sensor
is connected to the control and the
solenoid is connected to the control.
Is there too much compressed air
flow?
Adjust the air flow to minimum possible
level to prevent excessive dusting
and filter clogging.