Fig.
25.
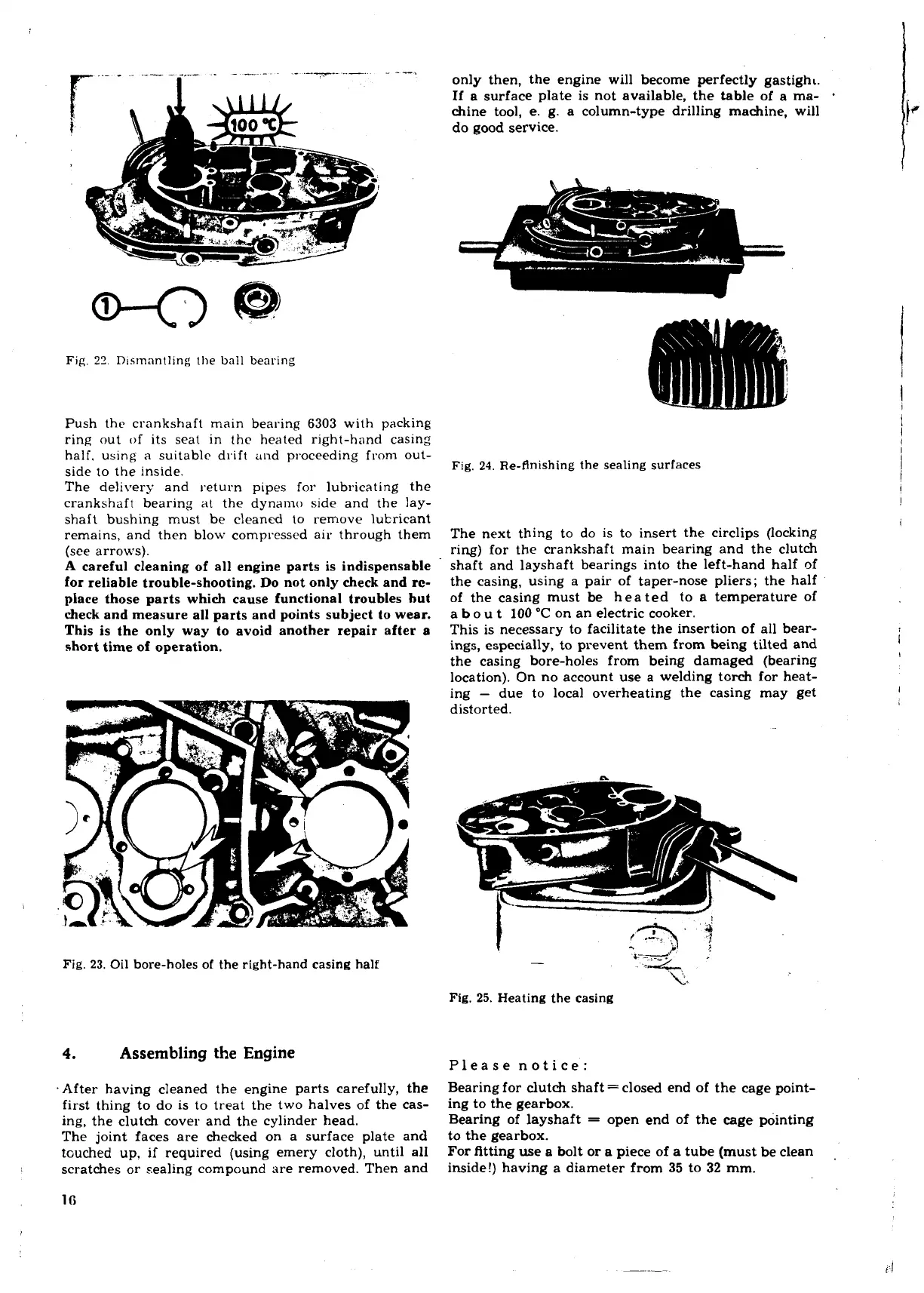
Dismantling the ball bearing
Push the crankshaft main bearing
6303
with packing
ring out of its seat in the heated right-hand casing
half, using a suitable drift and proceeding from out-
side to the inside.
The delivery and return pipes for lubricating the
crankshaft bearing
a1
the dynamo side and the lay-
shaft bushing must be cleaned to remove lubricant
remains, and then blow compressed air through them
(see arrows).
A
careful cleaning of all engine parts is indispensable
for reliable trouble-shooting. Do not only check and re-
place those parts which cause functional troubles hut
check and measure all parts and points subject to wear.
This is the only way to avoid another repair after a
short time of operation.
Fig.
23.
Oil bore-holes of the right-hand casing half
4.
Assembling the Engine
.After having cleaned the engine parts carefully, the
first thing to do is to treat the two halves of the cas-
ing, the clutch cover and the cylinder head.
The joint faces are checked on a surface plate and
touched
up,
if
required (using emery cloth), until all
scratches or sealing compound are removed. Then and
only then, the engine will become perfectly gastight.
If
a
surface plate is not available, the table of a ma-
chine tool, e. g. a column-type drilling machine, will
do good service.
Fig.
24.
Re-finishing the sealing surfaces
The next thing to do is to insert the circlips (locking
ring) for the crankshaft main bearing and the clutch
shaft and layshaft bearings into the left-hand half of
the casing, using a pair of taper-nose pliers; the half
of the casing must be
h ea ted to a temperature of
a b o
U
t
100
"C
on an electric cooker.
This is necessary to facilitate the insertion of all bear-
ings, especially,
to
prevent them from being tilted and
the casing bore-holes from being damaged (bearing
location). On no account use a welding torch for heat-
ing
-
due to local overheating the casing may get
distorted.
Fig.
25.
Heating the casing
Please notice:
Bearing for clutch shaft
=
closed end of the cage point-
ing to the gearbox.
Bearing of layshaft
=
open end of the cage pointing
to the gearbox.
For fitting use a bolt or
a
piece of a tube (must be clean
inside!) having a diameter from 35 to
32
mm.
C.!
 Loading...
Loading...
