5 - 10 en-938872/2
N180 G177 N150 N80 ER41
Return cycle
N190 G0 G52 Z0
N200 G0 X-100 M5
N210 M02
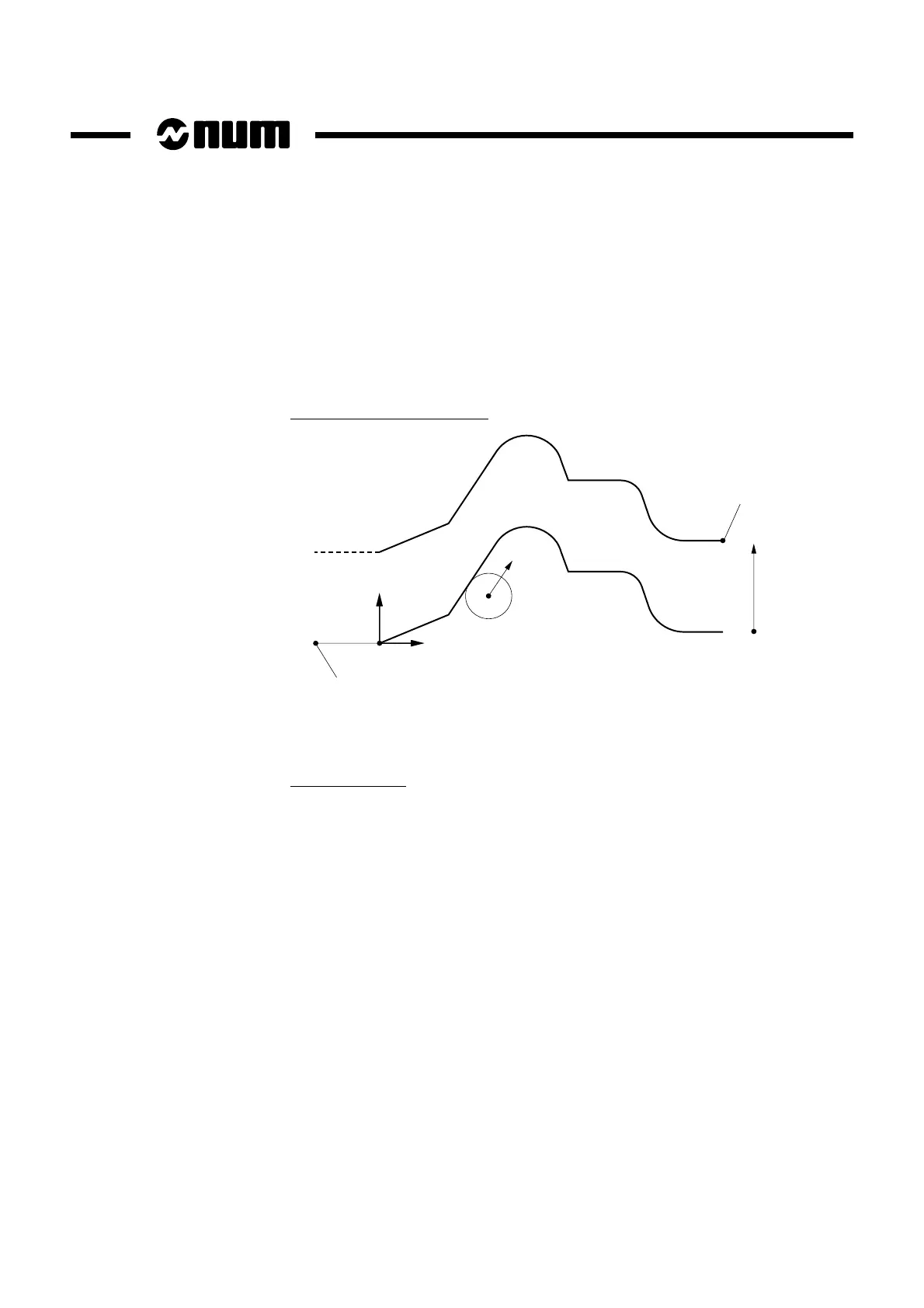
Representation of machining
X
Y
Start of forward
machining
Start of reverse
machining
G59 Y20
Cycle subroutine
%10177: (Profile machined by back and forth passes)
G998
VAR [N1] [N2] [PLANF] [G] [H] [diam] [NBLOC] [M998] [multi]=1
[axis1] [axis2] [PLANT] [centre1] [centre2]
ENDV
IF 'ER<40 OR 'ER>42 THEN 'ER=40
If ER is not correctly programmed,
error ER 40
ENDI
[M998]=[.BM999]-[.BM997]+998 M998
Storage of M997, M998 and M999
[N1]=L913 [N2]=L914
IF L913>L914 THEN [N1]=L914 [N2]=L913
Storage of the profile execution direction
ENDI
[H]=[.RXH]-1 [H]=[.IRH(H)]
Nesting level
IF L913>L914 THEN
P.BUILD [TAB(7,NB)] H[H] N[N1] N[N2]
Creation of a table to store
the profile
G997
[PLANT]=[.BG20]+[.BG21]
Choice of the plane for turning
[diam]=E70007
Programming by diameter