23
Glass
When engraving glass, generally use high power and low speed. As with ceramics, it can be helpful to run more loops
at lower settings to avoid cracks. Care must be taken when engraving fiberglass and carbon fibre to avoid combinations
of settings that produce a laser intensity great enough to damage the structural integrity of its component fibres,
producing blurry marking. PPE should be worn to avoid exposure of the eyes, nose, mouth, and skin to the dust
produced by working with either material, especially for repetitive industrial applications. Clothing worn while
working with fiberglass should be washed separately afterwards.
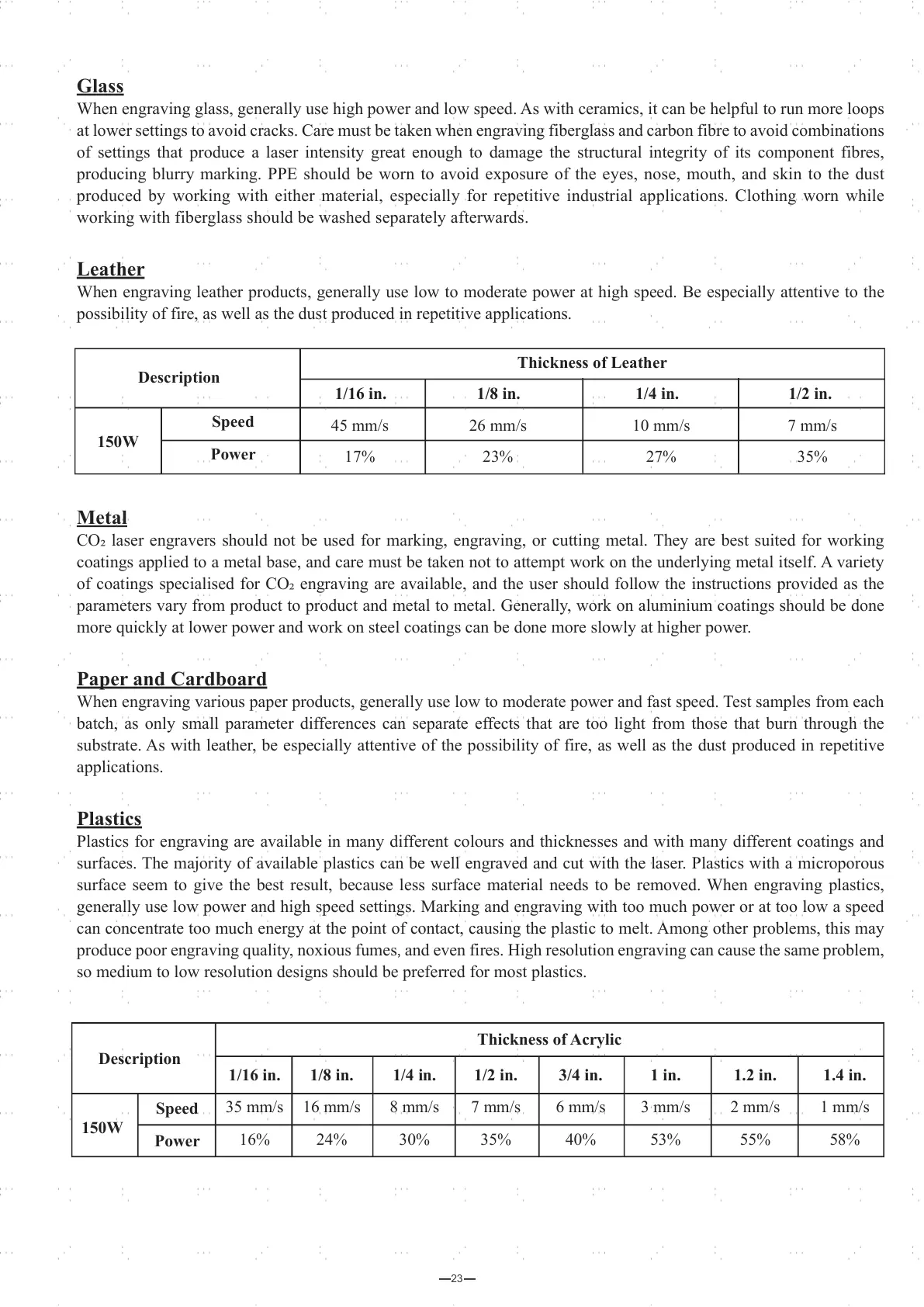
Leather
When engraving leather products, generally use low to moderate power at high speed. Be especially attentive to the
possibility of fire, as well as the dust produced in repetitive applications.
Metal
CO₂ laser engravers should not be used for marking, engraving, or cutting metal. They are best suited for working
coatings applied to a metal base, and care must be taken not to attempt work on the underlying metal itself. A variety
of coatings specialised for CO₂ engraving are available, and the user should follow the instructions provided as the
parameters vary from product to product and metal to metal. Generally, work on aluminium coatings should be done
more quickly at lower power and work on steel coatings can be done more slowly at higher power.
Paper and Cardboard
When engraving various paper products, generally use low to moderate power and fast speed. Test samples from each
batch, as only small parameter differences can separate effects that are too light from those that burn through the
substrate. As with leather, be especially attentive of the possibility of fire, as well as the dust produced in repetitive
applications.
Plastics
Plastics for engraving are available in many different colours and thicknesses and with many different coatings and
surfaces. The majority of available plastics can be well engraved and cut with the laser. Plastics with a microporous
surface seem to give the best result, because less surface material needs to be removed. When engraving plastics,
generally use low power and high speed settings. Marking and engraving with too much power or at too low a speed
can concentrate too much energy at the point of contact, causing the plastic to melt. Among other problems, this may
produce poor engraving quality, noxious fumes and even fires. High resolution engraving can cause the same problem,
so medium to low resolution designs should be preferred for most plastics.
1/16 in. 1/8 in. 1/4 in. 1/2 in.
45 mm/s 26 mm/s 10 mm/s 7 mm/s
17% 23% 27% 35%
Speed
Power
150W
Description
Thickness of Leather
1/16 in. 1/8 in. 1/4 in. 1/2 in. 3/4 in. 1 in. 1.2 in. 1.4 in.
35 mm/s 16 mm/s 8 mm/s 7 mm/s 6 mm/s 3 mm/s 2 mm/s 1 mm/s
16% 24% 30% 35% 40% 53% 55% 58%
Speed
Power
150W
Description
Thickness of Acrylic