50
HR
Zavareni spojevi
Postoje dvije osnovne vrste zavarenih
spojeva u tehnici zavarivanja: Čeoni
spojevi zavarivanja (vanjski kut) i kutni
spojevi zavarivanja (unutarnju kut
ipreklop).
Čeoni spojevi zavarivanja
Kod čeonih spojeva zavarivanja do
2mm debljine rubovi za zavarivanje se
u potpunosti dovedu jedan do drugog.
Za veće debljine treba odabrati razmak
od 0,5 do 4 mm. Idealni razmak ovisi
o zavarenom materijalu (aluminij, odn.
čelik), sastavu materijala i odabranom
načinu zavarivanja. Taj razmak treba
odrediti na probnom izratku.
Plitki čeoni spojevi zavarivanja
Zavarivanja se trebaju izvesti bez
prekida, s dovoljno dubine prodiranja,
zbog toga je dobra priprema izuzetno
važna. Faktori koji utječu na kvalitetu
rezultata zavarivanja su: snaga struje,
udaljenost između rubova za zavariva-
nje, nagib plamenika i odgovarajući
promjer žice za zavarivanje. Što se pla-
menik strmije drži u odnosu na izradak,
to je veća dubina prodiranja i obrnuto.
U
Da bi se spriječile ili umanjile deforma-
cije koje se mogu pojaviti za vrijeme
kaljenja materijala, dobro je fi ksirati
izratke. Treba izbjegavati skrućivanje
zavarene strukture, tako da se izbjegnu
pukotine u zavaru. Ove poteškoće se
mogu smanjiti, ako postoji mogućnost
da se izradak okrene tako, da se
zavarivanje može izvršiti u dva suprotna
prolaza.
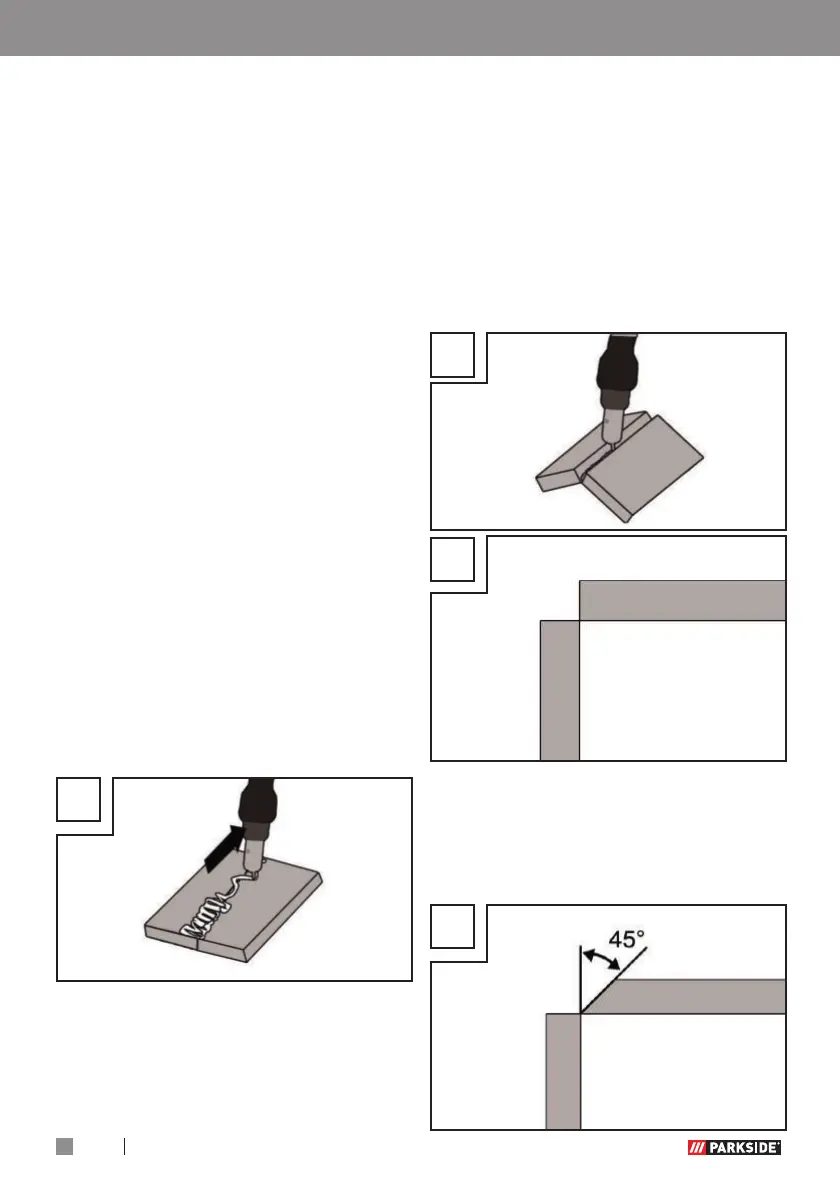
Spojevi zavarivanja na vanjskom
kutu
Priprema ovog načina je vrlo jedno-
stavna (sl. V, W).
V
W
Međutim, kod debljih materijala nije
više efi kasna. U tom slučaju je bolje
pripremiti spoj tako, kao što je opisano
dolje, pri kojem se rub jedne ploče koso
obradi (sl. X).
X
Puštanje u rad