76
RS
(aluminijum odnosno čelik), sastava
materijala kao i od izabranog načina
zavarivanja. Ovaj razmak treba utvrditi
na probnom radnom predmetu.
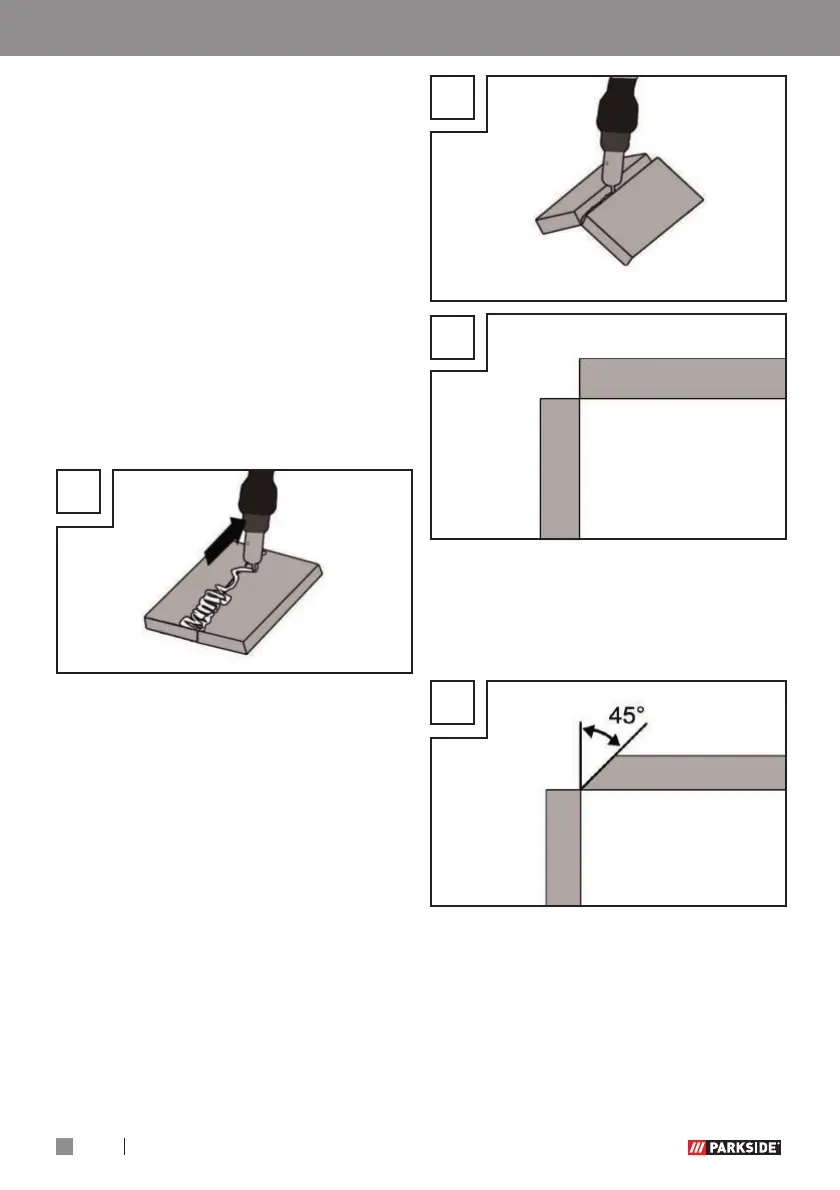
Ravni sučeoni spojevi
Zavarivanje treba obavljati bez prekida
i sa dovoljnom dubinom prodiranja,
tako da je veoma važna dobra pri-
prema. Na kvalitet rezultata zavarivanja
utiču: jačina struje, rastojanje između
ivica koje se zavaruju, nagib gorionika
i odgovarajuć i prečnik žice za zava-
rivanje. Što je gorionik strmije postav-
ljen prema radnom predmetu, već a je
dubina prodiranja i obrnuto.
U
Da bi se predvidele ili smanjile deforma-
cije koje se mogu pojaviti tokom očvr-
šćavanja materijala, radni komad treba
dobro fi ksirati nekim mehanizmom.
Treba izbegavati ukruć ivanje zavarene
strukture kako bi se izbegli lomovi
uvaru. Ove teškoće se mogu smanjiti
ako postoji moguć nost okretanja radnog
komada tako da se zavarivanje može
izvesti u dva suprotna prolaza.
Zavareni spojevi na spoljašnjem
uglu
Priprema je ovde veoma jednostavna
(sl. V, W).
V
W
Međutim, ovo nije priklano za deblje
materijale. U tom slučaju bolje je
pripremiti spoj kao što je prikazano
unastavku, u kojem je ivica ploče
iskošena (sl. X).
X
Ugaoni šavni spojevi
Ugaoni šav nastaje kada se radni
komadi nalaze pod pravim uglom. Šav
treba da ima oblik trougla sa jednakim
stranama i malim vencem (sl. Y, Z).
Puštanje u rad