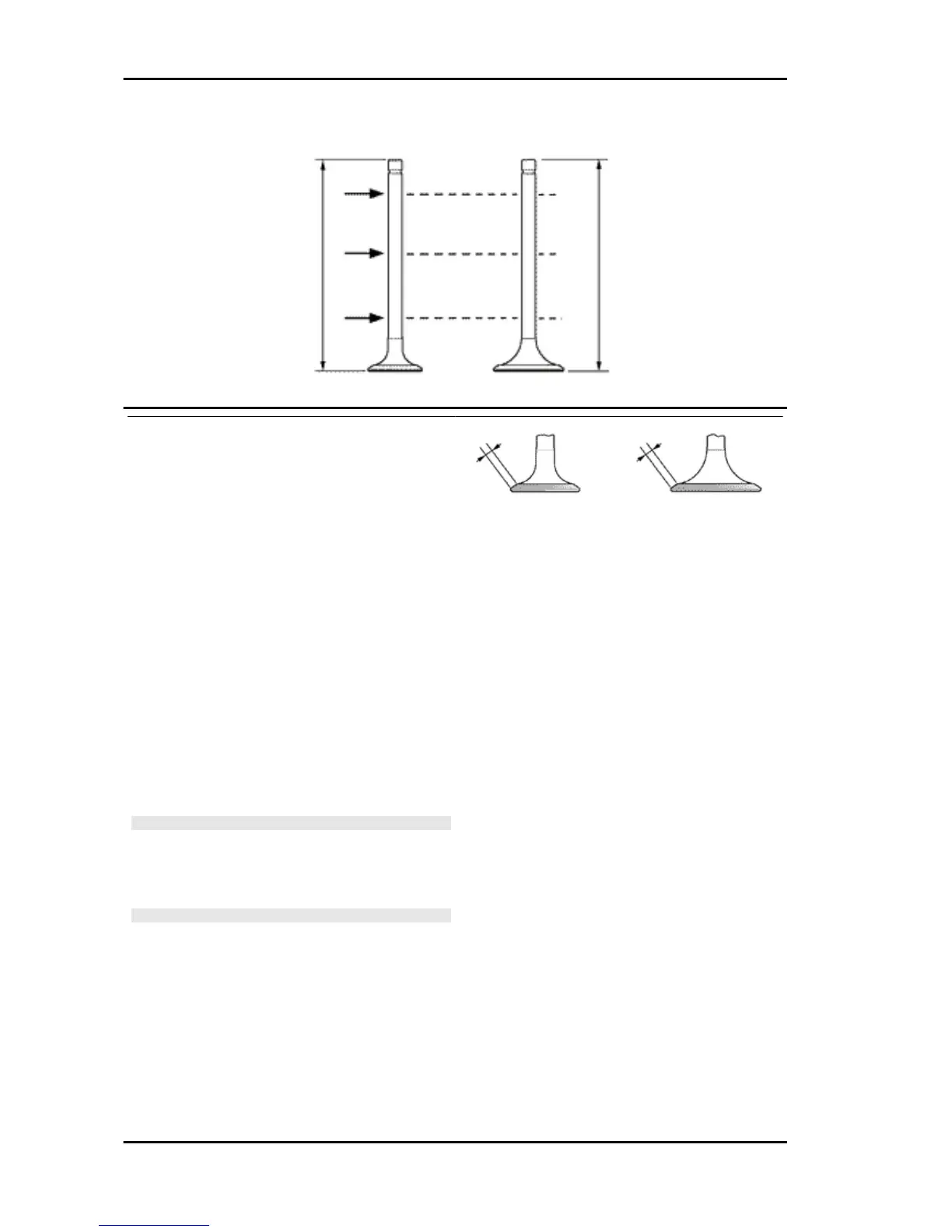
- Measure the diameter of the valve stems in the
three positions indicated in the diagram.
- Calculate the clearance between valve and valve
guide.
- Check that there are no signs of wear on the sur-
face of contact with the articulated register termi-
nal.
- If the checks above give no failures, you can use
the same valves. For best sealing results, it is ad-
visable to grind the valves. Grind the valves gently
with a fine-grained lapping compound. During the
grinding, keep the cylinder head with the valve ax-
es in a horizontal position. This will prevent the
lapping compound residues from penetrating be-
tween the valve stem and the guide (see figure).
CAUTION
TO AVOID SCORING THE FAYING SURFACE, DO NOT
KEEP ROTATING THE VALVE WHEN NO LAPPING COM-
POUND IS LEFT. CAREFULLY WASH THE CYLINDER
HEAD AND THE VALVES WITH A SUITABLE PRODUCT
FOR THE TYPE OF LAPPING COMPOUND BEING USED.
N.B.
DO NOT CHANGE THE POSITIONS THE VALVES ARE FIT-
TED IN
Characteristic
Valve check standard length
Outlet: 94.4 mm
Valve check standard length
Inlet: 94.6 mm
Valve check Maximum admissible clearance
Engine Carnaby 125 - 200
ENG - 148