- 22 -
Pro Spot PR-8
GB/US/2000-08
PRO SPOT
F3. Diagram (continued)
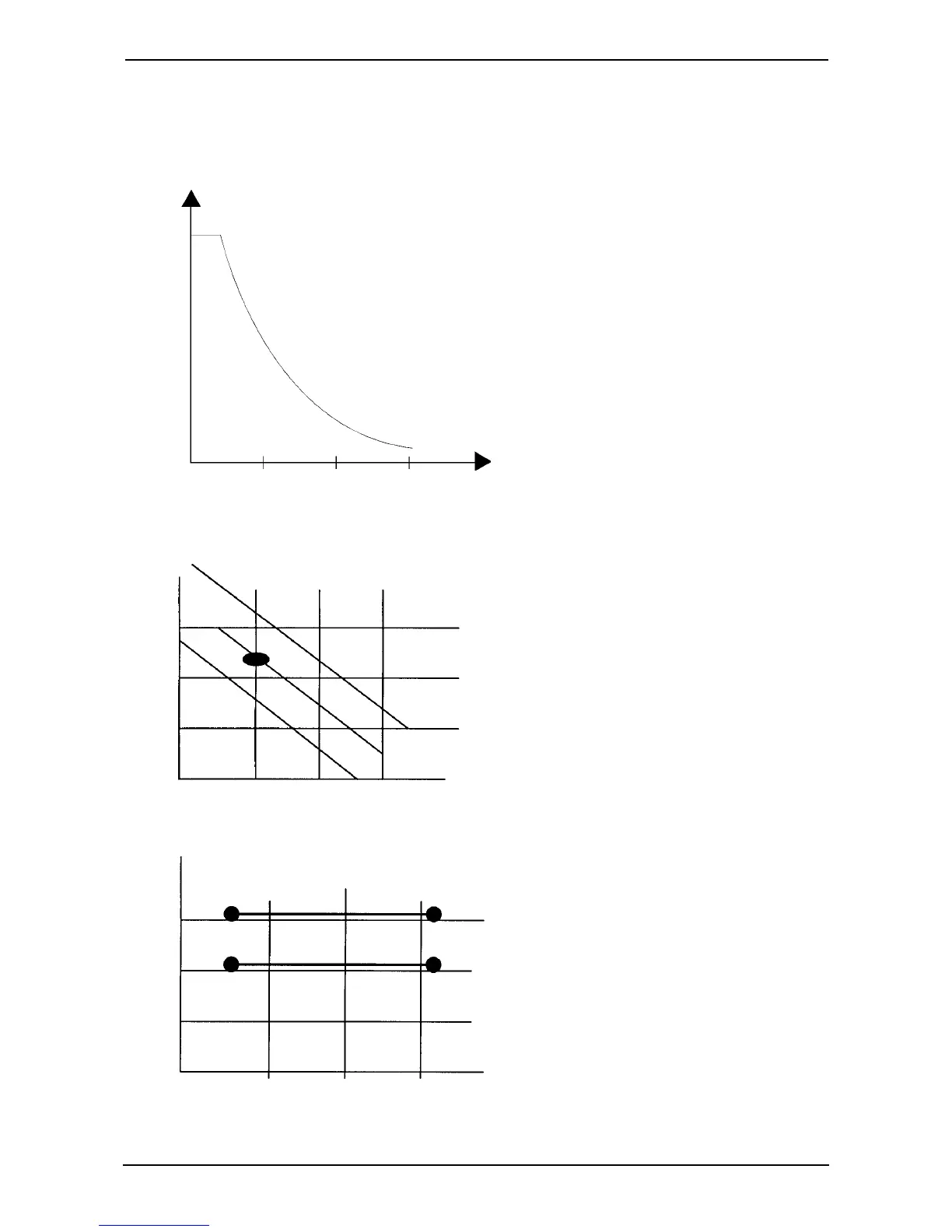
100 %
50 %
0 %
0 5 KA 10 KA 15 KA
Intermittence factor
The intermittence factor is 100% for low
currents, and up to 60% for MIG/TIG
welding.
Spot welding is never performed conti-
nuously, which means that its intermittence
factor is probably 1-10% (0,6 seconds
welding with 6-10 seconds between welds).
The Pro Spot PR-8 has a intermittence
factor of: 2,5% without getting a overheat.
Calculated as follow.
In 1 minute it’s possibly to make 8
spotwelds.
Each weld is 10 cycles = 200ms
Duty = (8 * 0,2)/(60-1,6) = 0,027 = 2,7%
F. Technical specification
Welding current
xxxxxxxxx
daN
150
100
50
150 300 450
xxxxxxxxxxxxxxxxxxxxxxx
xxxxxxxx
daN
250
200
100
100 200 300
xxxxxxxxxxxxxxxxxxxxxxxx