1.3.3 Schnellwahlmenü
Zu diesem Menü gelangt man vom Hauptmenü aus. Das
Schnellwahlmenü enthält für jedes Schweißverfahren eine Sammlung
jener Parameter, die der Benutzer schnell zur Hand haben will. Die
Sammlung kann vom Benutzer persönlich gestaltet werden.
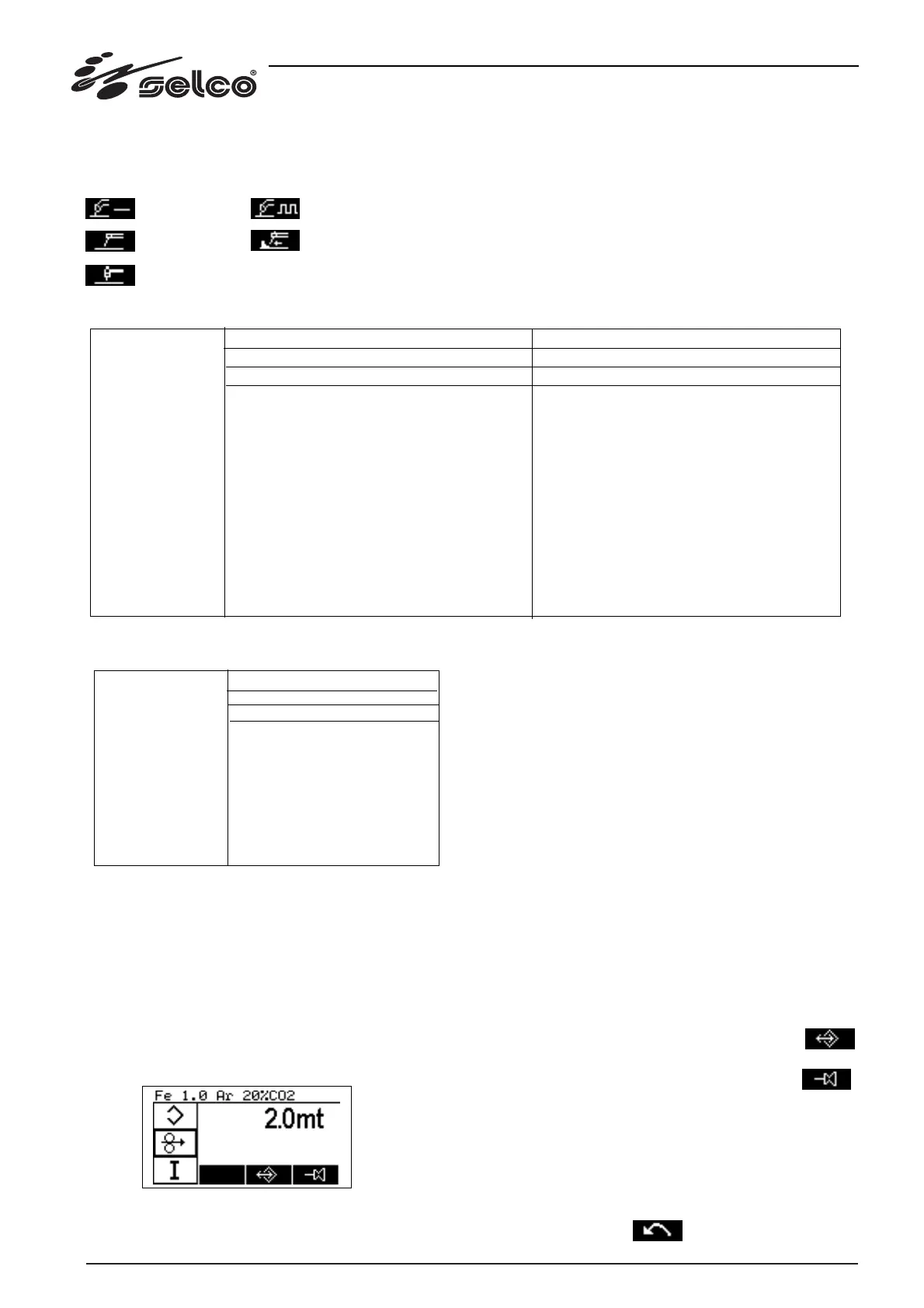
Links am Display D1 erscheint eine kreisförmige Symbolliste; jedes
Symbol steht für einen Parameter. In der Mitte befindet sich der akti-
ve Parameter mit markiertem Rand; weiter sind der vorherige und der
nachfolgende Parameter zu sehen. In der Mitte des Displays D1
erscheint der Wert des gewählten Parameters.
Eine typische Bildschirmseite für das MIG Verfahren ist:
Die seitliche Liste kann durch Drehen des Encoders durchgelesen
werden; wenn der Encoder gegen den Uhrzeigersinn gedreht wird,
geht man in der Liste nach unten, im Uhrzeigersinn geht man nach
oben.
Nach der Auswahl des Parameters, auf die Encodertaste E1 drücken,
um zum Modus "Parameteränderung" überzugehen. Der Wert wird
durch die Symbole "[" und "]" hervorgehoben. Im Modus
"Parameteränderung" wechseln auch die Funktionstasten ihre
Bedeutung: es ist möglich, zum Hauptmenü zurückzukehren, die
Parameteränderung zu annullieren oder einen anderen Parameter
auszuwählen.
Die Parameterliste im Schnellwahlmenü kann durch Hinzufügung
neuer Parameter aus dem Setup-Menü persönlich gestaltet werden.
Bei jedem Zugriff zum Schnellwahlmenü wird der zuletzt geänderte
Parameter gezeigt.
Während der Ansicht des Schnellwahlmenüs kann man den gewählten
Parameter mit Taste K4 auf die Hauptmenüseite übertragen. Der
Benutzer kann auf diese Weise die zwei wichtigsten Parameter wählen.
Beschreibung der Tasten
* Encoder E1:
Parameterauswahl und Bestätigung der Änderung.
* Taste K1: Ausgang und Rückkehr zum Hauptmenü, die Taste
ist versteckt und ohne Symbolik.
* Taste K3: Zugriff zum Menü Programmspeicherung.
* Tast K4: Ansicht des im Hauptmenü gewählten Parameters.
Beschreibung der Tasten mit gewähltem Parameter
* Encoder E1: bestätigt die Parameteränderungen und kehrt zur
Auswahl Parameterliste zurück.
* Taste K1: Rückkehr zum Hauptmenü mit Bestätigung der
Parameteränderungen; die Taste ist versteckt und ohne
Symbolik
* Taste K4: annulliert die zuletzt durchgeführte Änderung, setzt
den vorherigen Wert zurück und kehrt zur Auswahl
Parameterliste zurück.
MANUELL
Fe CO2
Fe Ar20%CO2
Ss Ar 2%CO2
AlSi Ar
AlMg Ar
MCWFe Ar 20%CO2
BFCWFe Ar 20%CO2
RCWFe Ar 20%CO2
Beschreibung der Tasten (WF110)
* Encoder E1:
bestätigt das angezeigte Programm, das durch Drehen des Encoders ausgewählt wurde.
* Taste K2: Auswahl des Schweißprozesses.
MIG Short/Spray MIG Pulsiert (WF 110)
MMA ARC-AIR
WIG Lift
Die hier folgende Tabelle enthält eine Zusammenfassung der Nummerierung der an WF 110 verfügbaren Synergiekurven:
Die hier folgende Tabelle enthält eine Zusammenfassung der Nummerierung der an WF 111 verfügbaren Synergiekurven:
MANUELL
Fe CO2
Fe Ar20%CO2
Ss Ar 2%CO2
SS Ar 2%O2
Al Ar
AlSi Ar
AlMg Ar
CuAl Ar
CuSi Ar
MCWFe Ar 20%CO2
BFCWFe Ar 20%CO2
RCWFe Ar 20%CO2
FCWSs Ar 20% CO2
40
0,8mm
1
5
9
13
-
25
29
33
-
-
-
-
-
0,9mm
-
-
-
-
-
-
-
-
-
-
-
-
57
1,0mm
2
6
10
14
22
26
30
34
38
-
-
-
-
1,2mm
3
7
11
15
23
27
31
35
-
43
48
53
59
1,4mm
-
-
-
-
-
-
-
-
-
44
49
54
-
1,6mm
4
8
12
-
24
28
32
36
-
45
50
55
60
MIG SHORT
Off (0)
0,8mm
-
5
9
13
-
25
29
33
-
-
-
-
-
0,9mm
-
-
-
-
-
-
-
-
-
-
-
-
-
1,0mm
-
6
10
14
22
26
30
34
38
-
-
-
-
1,2mm
-
-
7
11
15
23
27
31
35
-
43
48
53
59
1,4mm
-
-
-
-
-
-
-
-
-
44
49
54
-
1,6mm
-
8
12
-
24
28
32
36
-
45
50
55
60
MIG PULSIERT
-
0,8mm
1
5
9
13
17
-
-
-
1,0mm
2
6
10
14
18
-
-
-
1,2mm
3
7
11
15
19
23
27
31
1,6mm
4
8
12
16
20
-
-
-
MIG
Off (0)