Descrizione tasti
* Encoder E1:
selezione parametro 1 o 2.
* Tasto K1: accesso al menu di scelta rapida (WF 110/111) (con
vano porta bobina chiuso) oppure test gruppo raffreddamento (WF
110) (con vano porta bobina aperto ed in funzionamento MIG).
menu di scelta rapida
test gruppo di raffreddamento (WF110)
* Tasto K2: selezione del procedimento di saldatura MIG short,
MIG pulsato (WF 110), MMA, ARCAIR, TIG LIFT; il cambio è
possibile solo con arco spento. Il procedimento arcair è possibi-
le solo con PSR 352 e 503 o PSM 408 , PSM 508 e PSM 708.
MIG Short/Spray MIG Pulsato (WF 110)
MMA ARC-AIR
TIG Lift
* Tasto K3: in procedimento MIG e vano porta bobina chiuso,
seleziona le funzioni pulsante torcia oppure avanzamento filo
tenendo premuto il tasto (con vano porta bobina aperto).
2 tempi 4 tempi
crater-filler puntatura
punto-pausa
Con vano porta bobina aperto assume la funzione avanza-
mento filo
* Tasto K4: In procedimento MIG ha la funzione di test gas.
Qualora fosse aperto il vano porta bobina in modalità MIG la
schermata che compare sul display D1 si modifica come segue:
(WF 110)
(WF 111)
Il tasto K3 premuto, permette l’avanzamento del filo, mentre i
due parametri principali vengono sostituiti da un unico parame-
tro per la modifica della velocità. Con la porta aperta la saldatu-
ra e l’avanzamento filo con il pulsante torcia sono disabilitati; la
velocità filo è impostabile da 1,0 a 22,0 mt/min e alla richiusura
della porta se risulta oltre i limiti della sinergia viene riportata
entro il minimo o massimo ammesso. Con la porta aperta viene
anche tolta l’intestazione della prima riga.
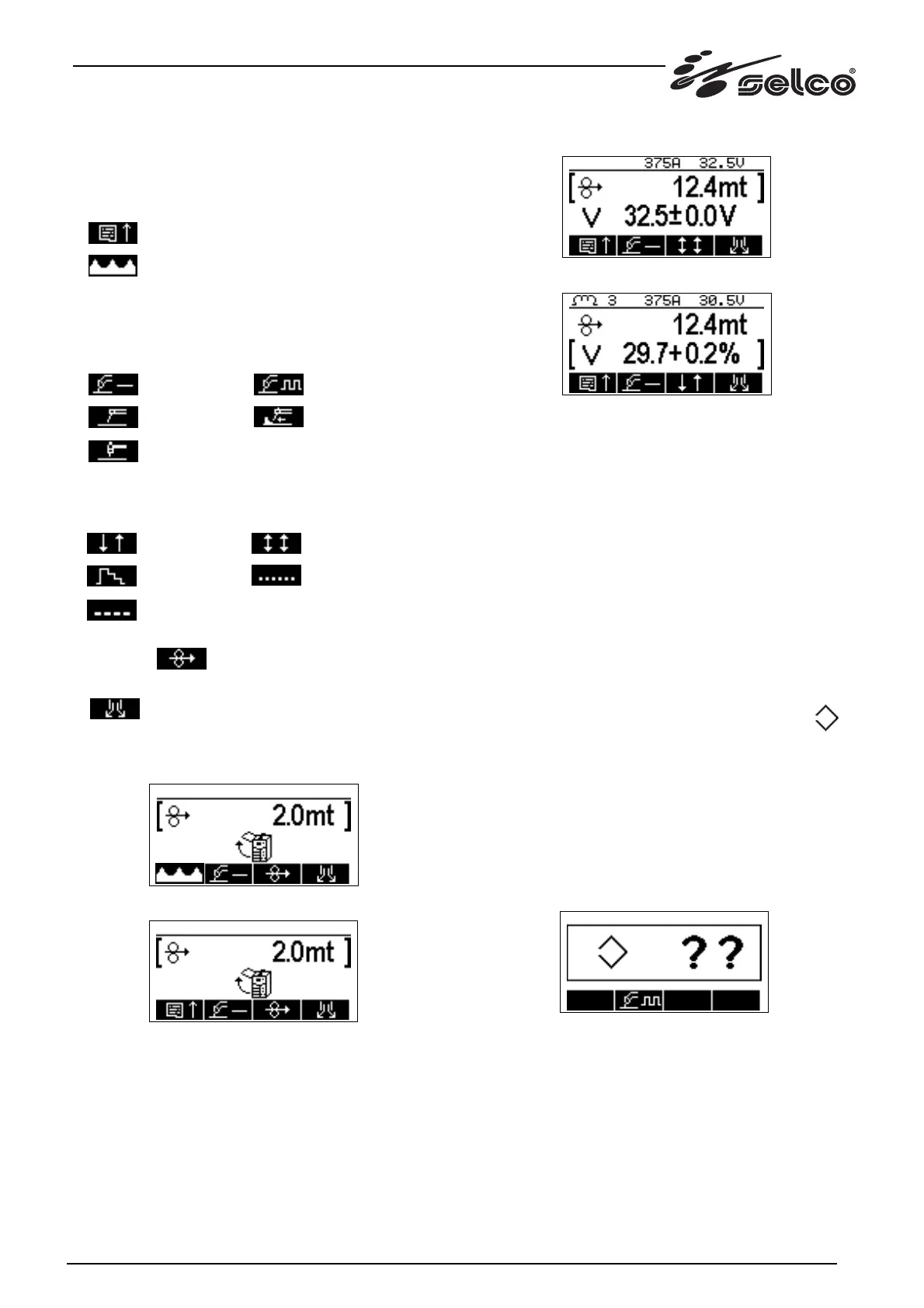
Durante la fase di saldatura la visualizzazione sul display D1 si
modifica come segue:
(WF 110)
(WF 111)
Si può notare che nell’intestazione al posto del tipo di materiale
vengono visualizzati i valori di corrente e tensione di saldatura.
Le misure vengono visualizzate per l’ultimo procedimento dove
si è eseguita la saldatura: negli altri casi viene visualizzato 0 o
l’intestazione del materiale. Le misure scompaiono in MIG se
viene selezionato il parametro Programma; le misure scompaio-
no definitivamente se cambio il parametro Programma.
In MIG viene anche visualizzato a sinistra il valore dell’induttan-
za consigliata (WF 111).
Le misure e l’induttanza (WF 111) fissa n° 3 vengono sempre
visualizzati in MMA, TIG, ARC-AIR.
1.3.2 Selezione curva sinergia in procedimento MIG
Un parametro fondamentale in MIG è quello che permette la
scelta delle curve sinergiche: viene associato ad un numero che
va da 0 (=Off) a 60 (WF 110) e 0 (=Off) a 31 (WF 111).
Il parametro viene visualizzato con il seguente simbolo:
Off corrisponde al programma manuale per l'utilizzo della mac-
china al di fuori delle curve sinergiche e nell'intestazione non
viene visualizzato niente.
Per gli altri programmi ad ogni numero corrisponde una curva
sinergica relativa ad un particolare metallo-diametro filo-gas che
viene visualizzato nell'intestazione.
Qualora fosse selezionato un numero di programma la cui curva
sinergica non è disponibile (Es MIG Pulsato con gas CO2) sul dis-
play D1 compare una segnalazione interrogativa come rappre-
sentato nella schermata che segue (WF 110).
L'utente può scegliere ruotando l'encoder un nuovo programma
valido per il MIG Pulsato e quindi confermare premendo il tasto
Encoder, oppure lasciare inalterato il programma e passare in
MMA premendo il tasto K2.
Per WF110: Il parametro Numero Programma Sinergico è l'uni-
co in comune tra i procedimenti di saldatura MIG Short e
Pulsato: tutti gli altri parametri presenti in entrambi i procedi-
menti possono avere valori diversi, valori che vengono modifica-
ti e mantenuti memorizzati in modo indipendente.
7