04.97 Programming of Traversing Blocks
Under the following circumstandes, path-dependent chaining is not possible:
• in case of interpolation (G00, G01)
• in case of switchover between interpolation, chaining and synchronization
(see section 4.11.5)
• if the special functions "flying actual-value setting" and "external block change" are used
• if exclusively other axes are used in the next traversing block
Programming (G63 has the same effect as G64):
N10 G76 G63 X100.000 Y100.000
N20 Z100.000
• if at the moment of block change (braking point) all programmed axes are moving
Programming:
N10 G76 G63 X... Y...
N20 X... Y...
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
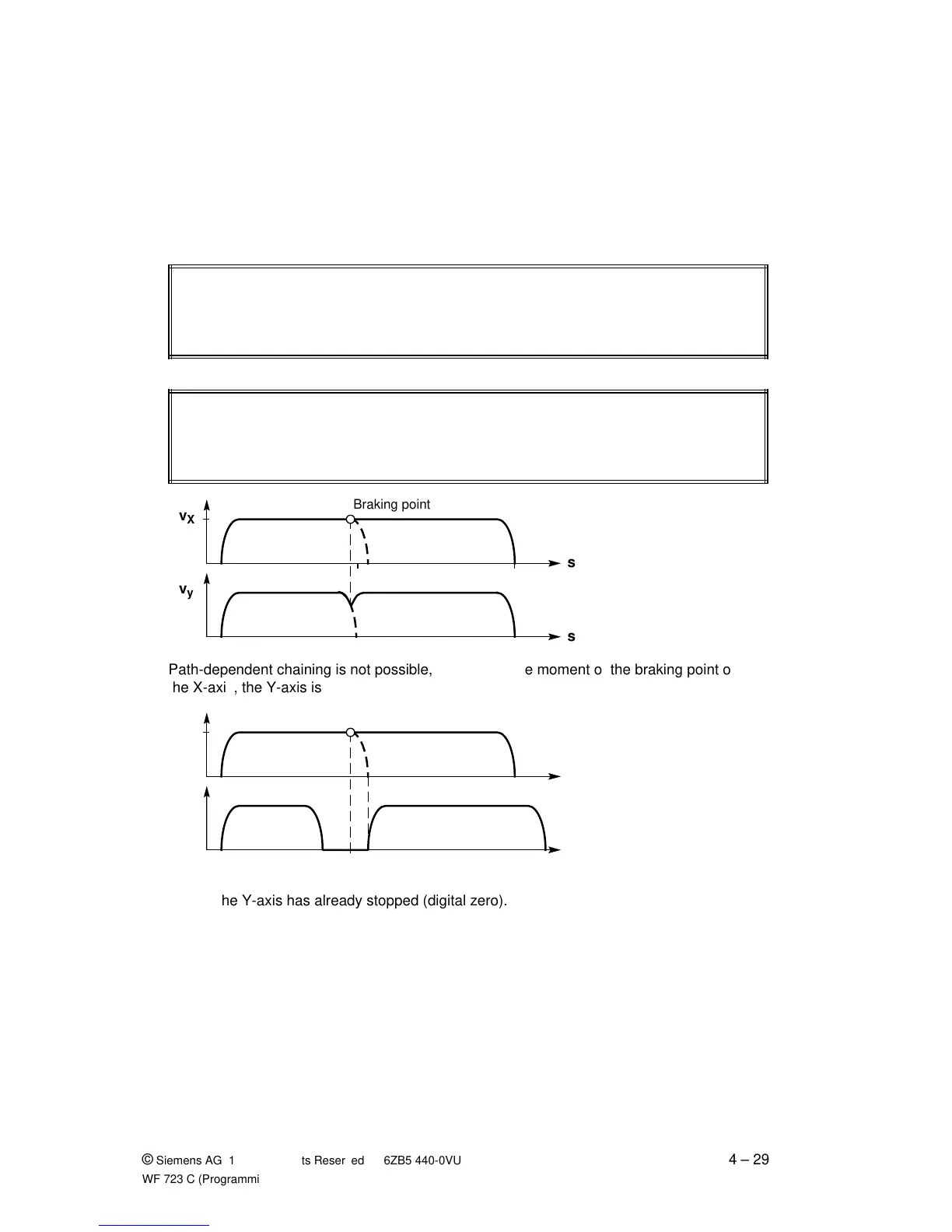
Braking point
s
a
a
a
a
a
a
v
X
s
a
a
a
a
v
y
Path-dependent chaining is not possible, because at the moment of the braking point of
the X-axis, the Y-axis is still moving (➯ G63 has the same effect as G64).
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
Path-dependent chaining is effected, because at the moment of the braking point of the
X-axis, the Y-axis has already stopped (digital zero).
©
Siemens AG 1997 All Rights Reserved 6ZB5 440-0VU02
4 – 29
WF 723 C (Programming Guide)
 Loading...
Loading...

