019
MIG 250GS Operating manual
General notes on Butt Welds
The first run in a prepared butt weld should be deposited with an
electrode not larger than 4.0 mm. The angle of the electrode for the
various runs in a butt weld is shown.
It is necessary to maintain the root gap by tacking at intervals or by
other means, as it will tend to close during welding.
All single ‘V’, single ‘U’ and square butt welds should have a
backing run deposited on the underside of the joint; otherwise 50%
may be deducted from the permissible working stress of the joint.
Before proceeding with a run on the underside of a weld it is
necessary to remove any surplus metal or under penetration that is
evident on that side of the joint.
Butt welds should be overfilled to a certain extent by building up the
weld until it is above the surface of the plate. Excessive build-up,
however, should be avoided.
In multi-run butt welds it is necessary to remove all slag, and
surplus weld metal before a start is made on additional runs; this is
particularly important with the first run, which tends to form sharp
corners that cannot be penetrated with subsequent runs. Electrodes
larger than 4.0 mm are not generally used for vertical or overhead
butt welds.
The diagrams following indicate the correct procedure for welding
thick plate when using multiple runs.
3.7 Fillet Welds
A fillet weld is approximately triangular in section, joining two
surfaces not in the same plane and forming a lap joint, tee joint or
corner joint. Joints made with fillet welds do not require extensive
edge preparation, as is the case with butt welded joints, since the
weld does not necessarily penetrate the full thickness of either
member. It is important that the parts to be joined be clean, close
fitting, and that all the edges on which welding is to be carried out
are square. On sheared plate it is advisable to entirely remove any
‘false cut’ on the edges prior to welding. Fillet welds are used in the
following types of joints:
‘T’ Joints
A fillet weld may be placed either on one or both sides,
depending on the requirements of the work. The weld
metal should fuse into or penetrate the corner formed
between the two members. Where possible the joint
should be placed in such a position as to form a “Natural
‘V’ fillet” since this is the easiest and fastest method of
fillet welding.
Lap Joints
In this case, a fillet weld may be placed either on one or
both sides of the joint, depending on accessibility and
the requirements of the joint. However, lap joints, where
only one weld is accessible, should be avoided where
possible and must never constitute the joints of tanks or
other fabrications where corrosion is likely to occur behind
the lapped plates. In applying fillet welds to lapped joints
it is important that the amount of overlap of the plates
be not less than five times the thickness of the thinner
part. Where it is required to preserve the outside face or
contour of a structure, one plate may be joggled.
Corner Joints
The members are fitted as shown, leaving a ‘V’-shaped
groove in which a fillet weld is deposited. Fusion
should be complete for the full thickness of the metal.
In practice it is generally necessary to have a gap or a
slight overlap on the corner. The use of a 1.0–2.5 mm
gap has the advantage of assisting penetration at the
root, although setting up is a problem. The provision of
an overlap largely overcomes the problem of setting up,
but prevents complete penetration at the root and should
therefore be kept to a minimum, i.e. 1.0–2.5 mm.
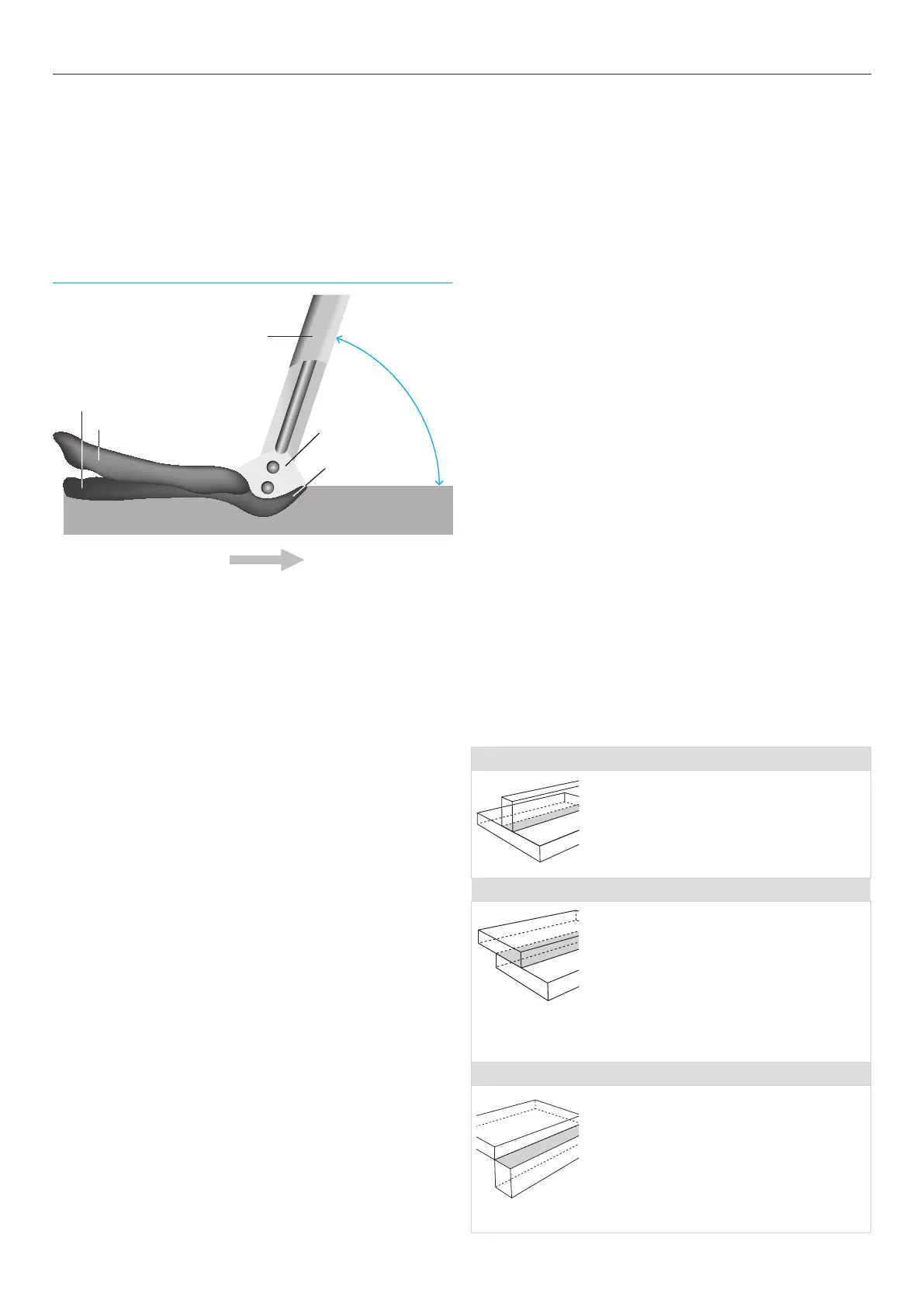
Welding Progression Angle
:HOG0HWDO
6ODJ
(OHFWURGH
$UF
:HOG3RRO
:RUNSLHFH
²Ý
'LUHFWLRQRI:HOGLQJ