026
MIG 250GS Operating manual
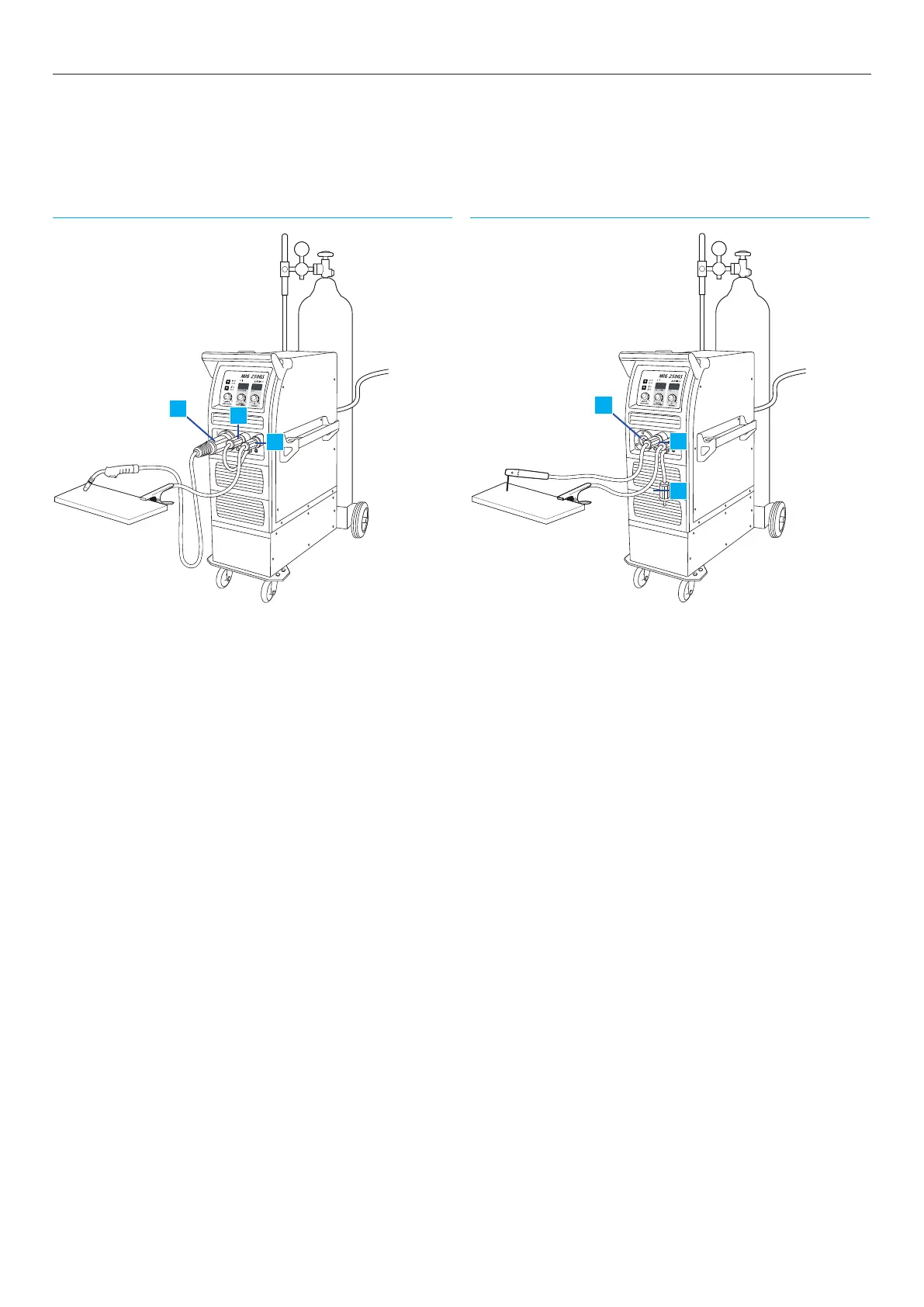
6.0 Installation
Installation for MIG/MAG process Installation for MMA process
6.1 Installation for MIG/MAG process
1 Connect the gas hose to the regulator and the rear of the
machine. Select correct shielding gas for the application.
2 Insert the earth return lead connection into the front panel.
3 Fit the wire spool to the machine. Select correct welding wire for
application.
4 Select the appropriate feed roller to suit the wire being used
- This machine comes complete with two types of wire feed
rollers
- V groove for use with solid carbon manganese and stainless
steels
- U groove for use with soft wires such as aluminium
5 Loosen the wire feed tension screws and insert the wire. Re fit
and tension rollers ensuring the wire is gripped sufficiently so as
not to slip but avoid over tightening as this can affect feed quality
and cause wire feed components to wear rapidly.
6 Fit and tighten the torch on the output connection [A]. Ensure
correct torch liner and contact tip are selected.
7 Select the correct polarity for the type of wire used as indicated
on the consumable packaging. This is achieved by swapping the
polarity terminal wires. For most solid wires the terminal should
be set as torch positive.
8 For torch positive, plug the short mechanical connector (link plug)
[B]on the front panel into the positive (+) terminal and the work
return lead [C] into the negative (-) terminal.
9 For torch negative, couple the short mechanical connector [B]
into the terminal marked negative (-), and the work return lead
[C] into the positive (+) terminal.
6.2 Installation for MMA process
1 Connect the electrode holder [D] to the positive (+) of the
machine and fasten it clockwise tightly.
2 Connect the work return lead [C] into the negative (-) of the
machine and fasten it clockwise.
3 Please note that for manual metal arc (MMA) welding the
electrode holder can be switched to the negative pole of the
welding machine if so required by the specification of the
electrode.
4 The short mechanical connector (link plug) [B] should remain
hanging free.
Smootharc
AdvanceAdvance
II
250C
2T
4T
VOLTAGEINDUCTANCE
CRATER
ARC CURRENT
0 100 100 10
VA m/min
V
Smootharc
AdvanceAdvance
II
250C
2T
4T
VOLTAGEINDUCTANCE
CRATER
ARC CURRENT
0 100 100 10
VA m/min
V
A
B
C
D
B
C