028
MIG 250GS Operating manual
MIG 250GS
2T
4T
VOLTAGEINDUCTANCE
0 100 100 10
VA
inch/min
V
AMPS WFS
Current meter/
Wire speed meter
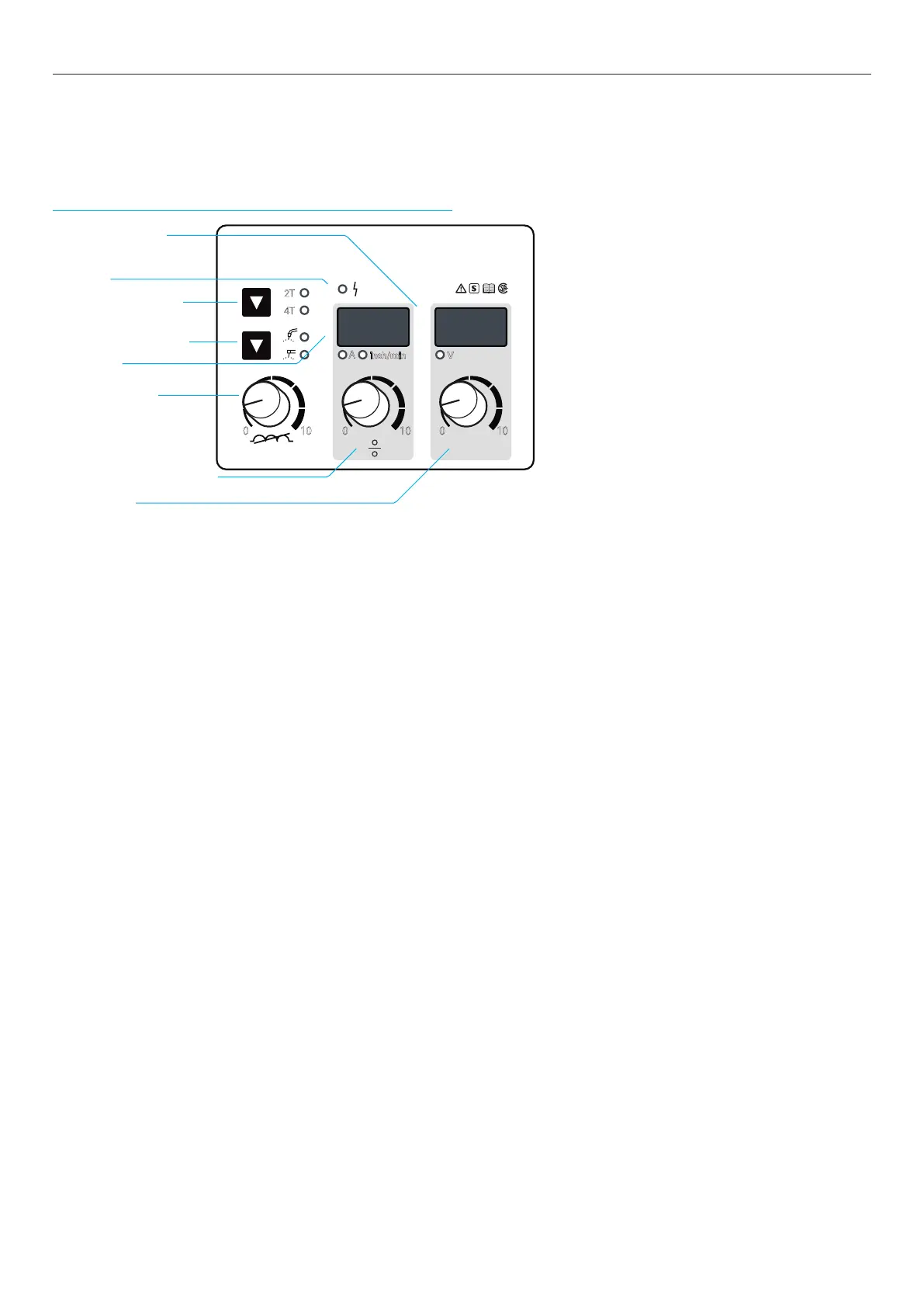
Control Panel of MIG 250GS
8.1 Controls
The easy-to-operate and understand machine front panel includes
two LED displays for welding voltage and current/wire feed speed.
Torch latching
This is obtained by using the 2T/4T button on the machine front
face.
Wire speed range adjustment
The wire speed is adjusted by turning the wire speed/Arc current
knob on the front panel.
Wire inch control
This control will feed the wire at a rate of 13m per minute through
the wire feeder without activating the gas solenoid of the power
source eliminating wastage of shielding gas.
By holding the wire inch button (located on the inside of the power
source) down it enables the operator to inch the wire through the
torch without having to depress the trigger.
This is also a safety feature because, if the operator uses the trigger
on the torch to feed the wire through, the welding current will also
be on. When the wire exits the torch it may make contact with the
work piece and cause an arc flash. This is injurious to exposed eyes
and skin. It also allows the wire to be feed through without the
shielding.
Voltage adjustment
The inverter power source allows adjustment of welding voltage
even when the arc is struck.
Wire speed/Arc current
The wire feed control adjusts the speed that the wire is fed through
the MIG torch. The SolidWELD wire feed control is stepless which
means it can be adjusted whilst welding. This is an excellent
feature with these machines because the operator can set the ideal
parameters when welding. The higher the wire feed speed the
higher the amperage of the machine.
Inductance
Refer to section 9.2 for a complete explanation of the function
of inductance. Inductance on the Messer Smootharc ADVANCE
machine can be adjusted.
Changing the inductance will have an enhancing effect on both
spatter and weld bead appearance during dip transfer.
Adjusting the inductance modifies the arc characteristics and
is particularly useful when using short circuiting (dip) to control
the amount of spatter produced. This is done by turning the
Inductance knob.
Wire speed/Arc current knob
Voltage Knob
Process selection switch
Voltage meter
Abnormal indicator light
2T/4T button
8.0 Control Panel
Inductance Knob