027
MIG 250GS Guide d‘utilisation
$036 :)6
6PRRWKDUF
$GYDQFH$GYDQFH
,,
&
7
7
92/7$*(,1'8&7$1&(
&5$7(5
$5&&855(17
9
$
PPLQ
9
7.1 Paramétrage pour procédé MIG
1 S’assurer que l’appareil est correctement branché au circuit
principal.
2 Porter l’EPP approprié.
3 S’assurer que des mesures de sécurité appropriées sont en
place (aspiration des fumées de soudage, etc.).
4 Mettre l’appareil en marche à l’aide de l’interrupteur marche/
arrêt à l’arrière de celui-ci.
5 Ouvrir la bouteille de gaz et le débit de gaz.
6 Régler la tension et la vitesse d’alimentation du fil (les tableaux
inclus dans ce manuel peuvent servir de guide à cet effet).
7 La tension se règle par le bouton de réglage de tension (1) sur la
source d’alimentation
8 La vitesse d’alimentation du fil peut être réglée indépendamment
en ajustant le bouton de vitesse d’alimentation de fil/courant
d’arc (2).
9 L’inductance peut être modifiée en ajustant le bouton
d’inductance (3) sur la source d’alimentation.
10 Le fil de soudure peut être alimenté par le chalumeau
en sélectionnant le bouton « Wire Inch » (commutateur
d’alimentation graduelle du fil) situé à l’intérieur de la source
d’alimentation, au-dessus du dévidoir.
11 Certains types de fils fourrés autoblindés nécessitent de changer
la polarité. Ceci peut se faire en commutant le retour à la source
du connecteur Dinse négatif (5) au connecteur Dinse positif (4).
La queue-de-cochon doit être commutée du connecteur Dinse
positif (4) au connecteur Dinse négatif (5).
7.2 Paramétrage pour procédé MMA
1 S’assurer que l’appareil est correctement branché au circuit
principal
2 Porter l’EPP approprié
3 S’assurer que des mesures de sécurité appropriées sont en
place (aspiration des fumées de soudage, etc.).
4 Mettre l’appareil en marche à l’aide de l’interrupteur marche/
arrêt à l’arrière de celui-ci.
5 Sélectionner le procédé MMA en appuyant sur le commutateur
de sélection (7)
6 Relier le retour à la source au connecteur Dinse négatif*
7 Relier le porte-électrode au connecteur Dinse positif*
8 Sélectionner l’intensité en tournant le bouton de vitesse
d’alimentation du fil/courant d’arc (2).
*
Connexion courant continu-électrode positive (DCEP).
Lorsque le fournisseur recommande une connexion
courant continu-électrode négative (DCEN), inverser les
bornes comme indiqué aux points 6 et 7.
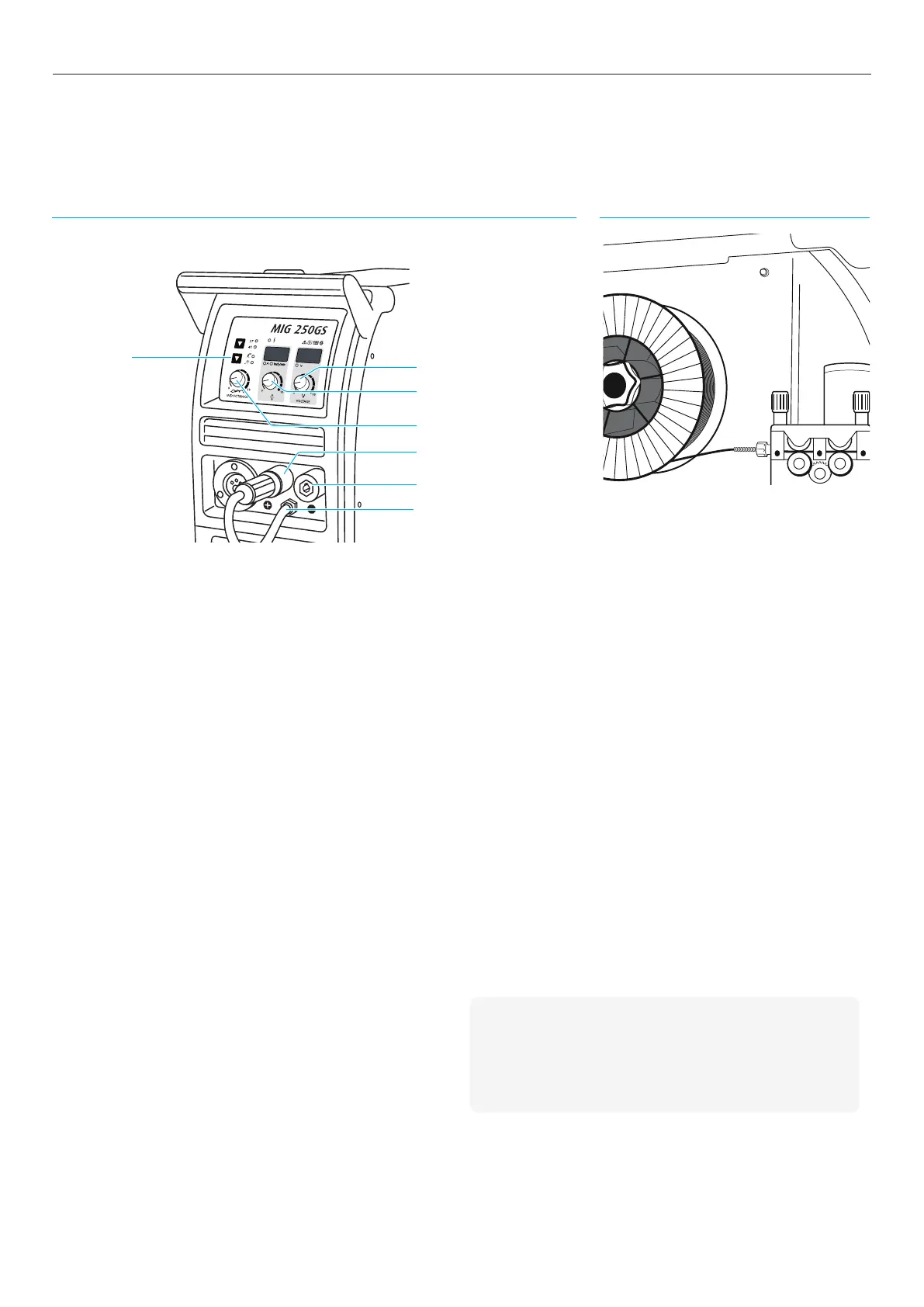
7.0 Paramétrage et utilisation
Vue de face du MIG 250GS Intérieur du MIG 250GS
7 Commutateur de
sélection de procédé
(MMA, MIG)
Wire Inch
2 Contrôle de vitesse
d’alimentation du fil
6 Queue de
cochon