07
MIG 250GS Operating manual
2.0 MIG Process
2.1 Introduction to Metal Inert Gas (MIG)
MIG welding embraces a group of arc welding processes in which
a continuous electrode (the wire) is fed by powered feed rolls
(wire feeder) into the weld pool. An electric arc is created between
the tip of the wire and the weld pool. The wire is progressively
melted at the same speed at which it is being fed and forms part
of the weld pool. Both the arc and the weld pool are protected
from atmospheric contamination by a shield of inert (non-reactive)
gas, which is delivered through a nozzle that is concentric with the
welding wire guide tube.
Operation
MIG welding is usually carried out with a handheld torch as a semi-
automatic process. The MIG process can be suited to a variety of
job requirements by choosing the correct shielding gas, electrode
(wire) size and welding parameters. Welding parameters include the
voltage, travel speed, arc (stick-out) length and wire feed rate. The
arc voltage and wire feed rate will determine the filler metal transfer
method.
This application combines the advantages of continuity, speed,
comparative freedom from distortion and the reliability of automatic
welding with the versatility and control of manual welding. The
process is also suitable for mechanised set-ups, and its use in this
respect is increasing.
MIG welding can be carried out using solid wire, flux cored, or a
copper-coated solid wire electrode. The shielding gas or gas mixture
may consist of the following:
• Argon
• Carbon dioxide
• Argon and carbon dioxide mixtures
• Argon mixtures with oxygen or helium mixtures
Each gas or gas mixture has specific advantages and limitations.
Other forms of MIG welding include using a flux-cored continuous
electrode and carbon dioxide shielding gas, or using self-shielding
flux-cored wire, requiring no shielding gas.
2.2 Introduction to Flux Cored
Arc Welding (FCAW)
How it Works
Flux-cored arc welding (FCAW) uses the heat generated by a
DC electric arc to fuse the metal in the joint area, the arc being
struck between a continuously fed consumable filler wire and the
workpiece, melting both the filler wire and the workpiece in the
immediate vicinity. The entire arc area is covered by a shielding gas,
which protects the molten weld pool from the atmosphere.
FCAW is a variant of the MIG process and while there are many
common features between the two processes, there are also
several fundamental differences.
As with MIG, direct current power sources with constant voltage
output characteristics are normally employed to supply the welding
current. With flux-cored wires the terminal that the filler wire is
connected to depends on the specific product being used, some
wires running electrode positive, others running electrode negative.
The work return is then connected to the opposite terminal. It has
also been found that the output characteristics of the power source
can have an effect on the quality of the welds produced.
The wire feed unit takes the filler wire from a spool, and feeds
it through the welding torch, to the arc at a predetermined and
accurately controlled speed. Normally, special knurled feed rolls are
used with flux-cored wires to assist feeding and to prevent crushing
the consumable.
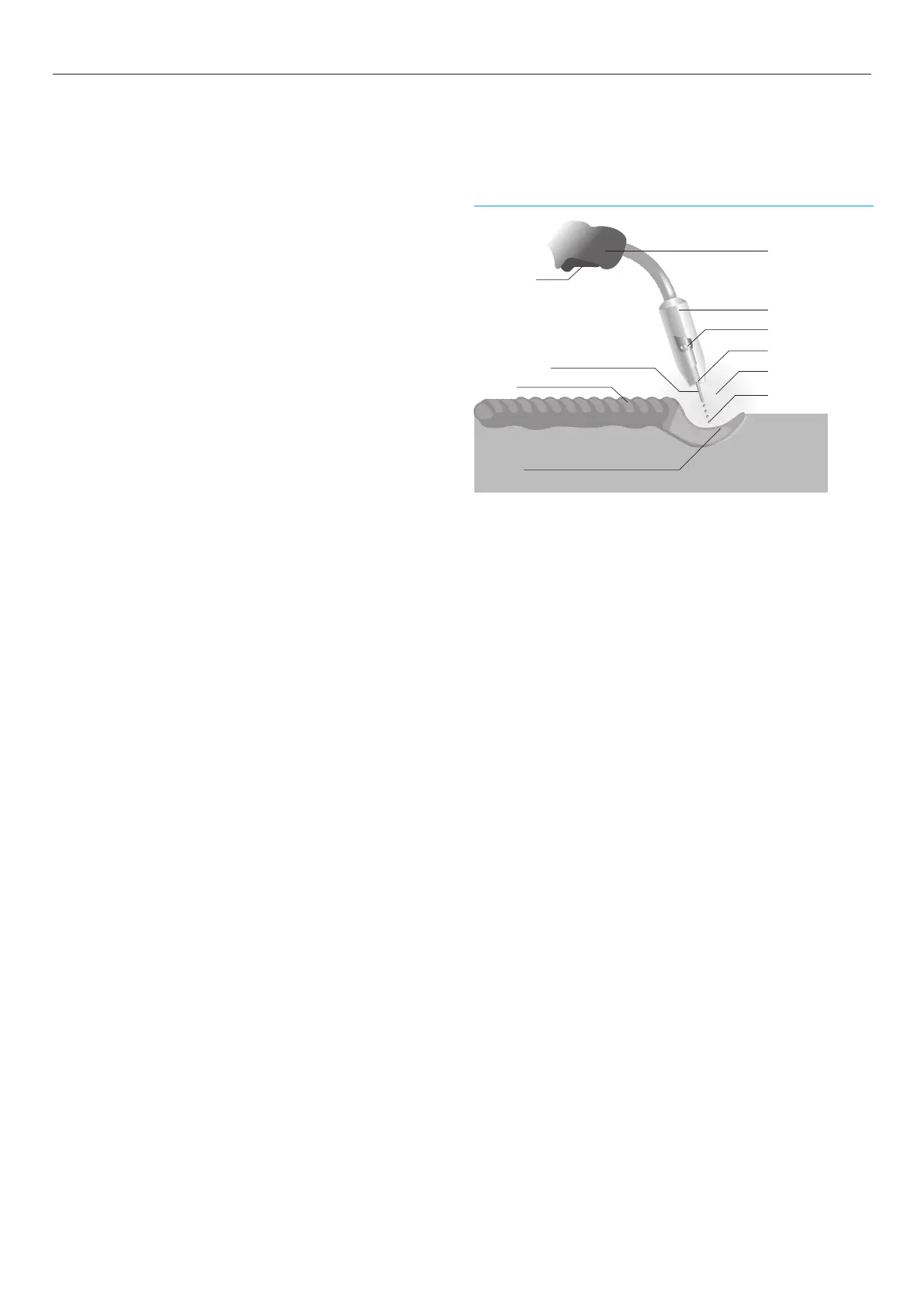
Typical MIG set up
Torch trigger
Welding wire
Weld
Weld pool
Torch
Shroud
Gas diffuser
Contact tip
Shielding
Droplets