018
MIG 250GS Guide d‘utilisation
3.6 Types de joints
Soudage en bout
Une soudure en bout est réalisée entre deux plaques de
manière à assurer la continuité d’une section. Il convient de
porter une attention particulière aux détails dans ce type de
soudure afin d’obtenir une soudure de robustesse maximale.
Une préparation inadéquate des bords peut occasionner des
soudures défectueuses, empêchant une manipulation adéquate de
l’électrode.
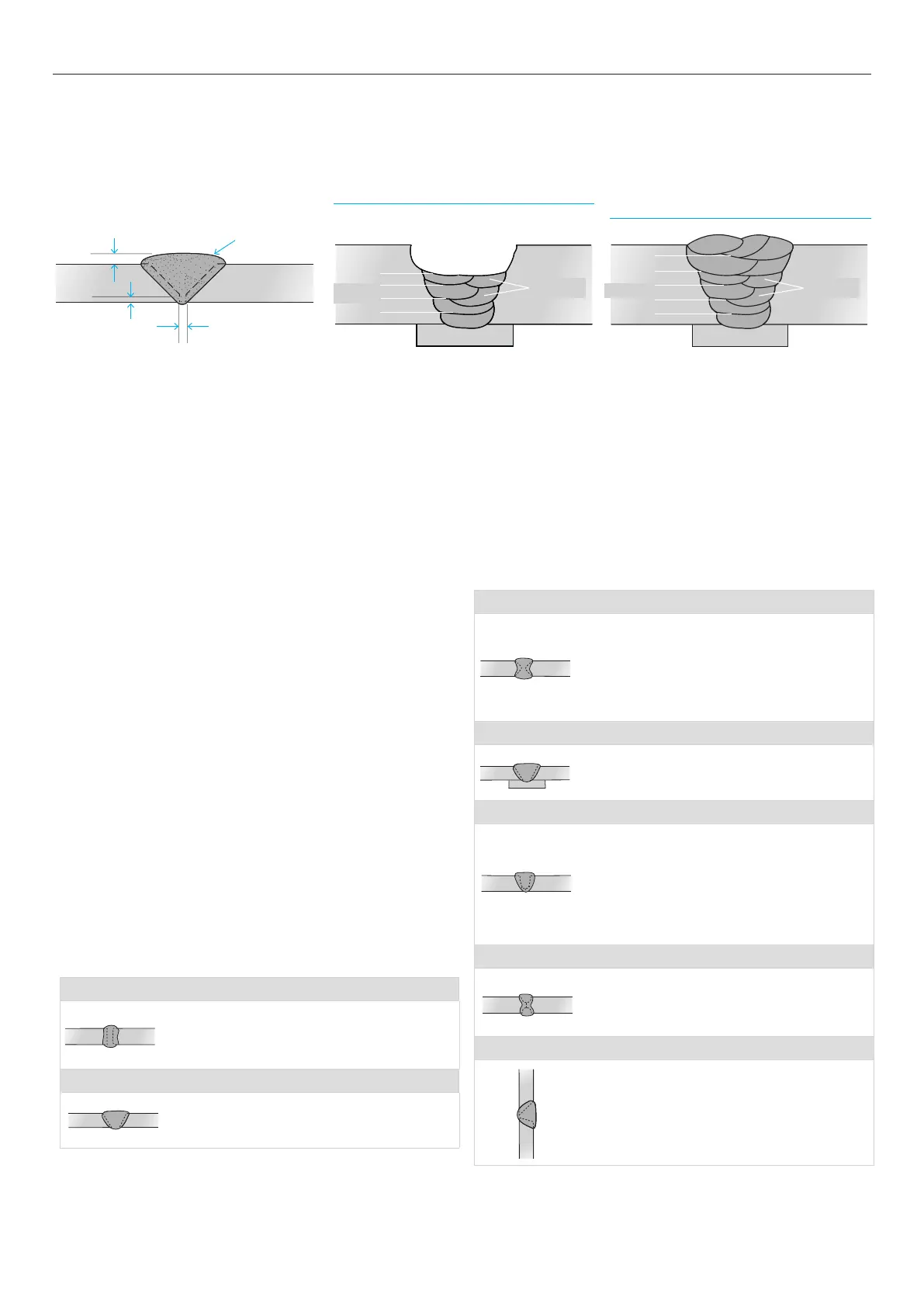
Deux termes relatifs à la préparation des soudures en bout
nécessitent des explications :
• Méplat : portion d’une face à souder n’ayant
pas été chanfreinée.
• Intervalle de souche : séparation entre le méplat
et la partie à joindre..
Différents types de soudures en bout sont couramment utilisés
selon différentes épaisseurs d’acier :
Soudure en I
Weld Beads
Weld Beads
Layers
Layers
70˚ - 85˚
Electrode
Slag
Weld Pool
Weld Metal
Arc
Direction Of Welding
Les bords ne sont pas préparés, mais sont légèrement
séparés pour permettre la fusion à travers toute l’épaisseur
de l’acier. Convient pour des plaques jusqu’à 6 mm
d’épaisseur.
Soudure en bout en V
Weld Beads
Weld Beads
Layers
Layers
70˚ - 85˚
Electrode
Slag
Weld Pool
Weld Metal
Arc
Direction Of Welding
Couramment utilisée pour des plaques jusqu’à 16 mm
d’épaisseur et sur du métal de plus grande épaisseur dont
l’accès n’est possible qu’à partir d’un seul côté.
Soudure en bout en double V
Weld Beads
Weld Beads
Layers
Layers
70˚ - 85˚
Electrode
Slag
Weld Pool
Weld Metal
Arc
Direction Of Welding
Utilisée sur des plaques de 12 mm et plus d’épaisseur
lorsque le soudage peut être appliqué des deux côtés.
Elle permet un soudage plus rapide et une plus grande
économie d’électrode que la soudure en V sur une
même épaisseur d’acier. Elle a aussi moins tendance à
se déformer, car la contraction de la soudure peut être
égalisée.
Soudure en bout avec matériau de renfort
Weld Beads
Weld Beads
Layers
Layers
70˚ - 85˚
Electrode
Slag
Weld Pool
Weld Metal
Arc
Direction Of Welding
Lorsqu’il est impossible de procéder à des soudures en I ou
en V des deux côtés de la plaque, il est souhaitable d’utiliser
une barre de renfort pour garantir une fusion complète.
Soudure en bout en U
Weld Beads
Weld Beads
Layers
Layers
70˚ - 85˚
Electrode
Slag
Weld Pool
Weld Metal
Arc
Direction Of Welding
Utilisée sur des plaques épaisses comme alternative à
la soudure en V. Elle procure une plus grande vitesse de
soudage. Elle nécessite moins de métal de soudure que
celle en V et entraîne moins de contraction, donc moins de
distorsion. La préparation est plus coûteuse que dans le
cas de la soudure en V, car un usinage est requis. Ce type
de joint convient le mieux aux matériaux de plus de 40 mm
d’épaisseur.
Soudure en bout en double U
Weld Beads
Weld Beads
Layers
Layers
70˚ - 85˚
Electrode
Slag
Weld Pool
Weld Metal
Arc
Direction Of Welding
Utilisée sur des plaques épaisses pouvant être soudées
des deux côtés. Plus rapide sur une épaisseur donnée,
nécessite moins de métal de soudure et entraîne moins de
distorsion que la soudure en U.
Soudure en bout horizontale
Weld Beads
Weld Beads
Layers
Layers
70˚ - 85˚
Electrode
Slag
Weld Pool
Weld Metal
Arc
Direction Of Welding
L’élément inférieur dans ce cas est chanfreiné à environ
15° et l’élément supérieur à 45°, donnant un angle
d’ouverture de 60°.Cette préparation donne un rebord sur
l’élément inférieur, lequel tend à retenir le métal en fusion.
Angle d’électrode pour les 1
ère
et 2
e
couches Angle d’électrode pour
couches subséquentes
Weld Face
Face Reinforcement
Root Face
Root Gap
Weld Beads
Layers
Layers
70˚ - 85˚
Electrode
Slag
Weld Pool
Weld Metal
Arc
Direction Of Welding
Weld Beads
Layers
70˚ - 85˚
Electrode
Slag
Weld Pool
Weld Metal
Arc
Direction Of Welding
Renforcement de
la surface
Surface de la
soudure
Couches
Couches
Cordons de
soudure
Cordons de
soudure
Méplat
Intervalle
de souche