012
MIG 250GS Guide d‘utilisation
2.4 Principes fondamentaux des
procédés MIG, FCAW et MCAW
Technique de soudage
Un soudage réussi dépend des facteurs suivants :
1 Sélection des bons fusibles
2 Sélection de la bonne source d’alimentation
3 Sélection de la bonne polarité de la source d’alimentation
4 Sélection du bon gaz de protection
5 Sélection des bonnes techniques d’application
a Bon angle d’électrode pour la tâche
b Bonne longueur libre de l’électrode
c Vitesse de déplacement appropriée
6 Sélection de la préparation de soudage
Sélection du bon fusible Composition
chimique
En règle générale la sélection d’un fil se fait rapidement, parce que
ce n’est qu’une question de choisir une électrode de composition
similaire au matériel. On se rendra cependant compte qu’il y a
certaines applications où des électrodes seront choisies sur la base
de leurs propriétés mécaniques ou de leur niveau d’hydrogène
résiduel dans le métal soudé. Les fils MIG pleins sont considérés
comme étant des fusibles de type « faibles en hydrogène ».
Le tableau suivant donne un aperçu général de la sélection de
certains des fils MIG de SolidARC pour les matériaux les plus
communs.
Matériaux couramment soudés avec lesfiles MIG
de SolidARC Messer
Matériaux Fil MIG Messer
AS2074 C1,C2,C3, C4-1,C4-
2,C5,C6
Fil MIG en acier doux SolidARC
BS3100 AW1,A2,A3 Fil MIG en acier doux SolidARC
BS1504-430,480,540 Fil MIG en acier doux SolidARC
ASTM A36,A106,EN8,8A Fil MIG en acier doux SolidARC
Acier inoxydable
Qualité 304 Acier inoxydable SolidARC 308LSi
Qualité 309 Acier inoxydable SolidARC 309LSi
Qualité 316 Acier inoxydable SolidARC 316LSi
Condition
physique État de la surface
Le fil de soudage doit être exempt de toute contamination sur sa
surface, incluant des dommages mécaniques tels que des marques
d’éraflure.
Un simple test visant à vérifier l’état de la surface est de passer sur
le fil pendant 20 secondes un tissu qui a été humecté d’acétone. Si
un résidu noir apparaît sur le tissu, la surface du fil n’est pas assez
propre.
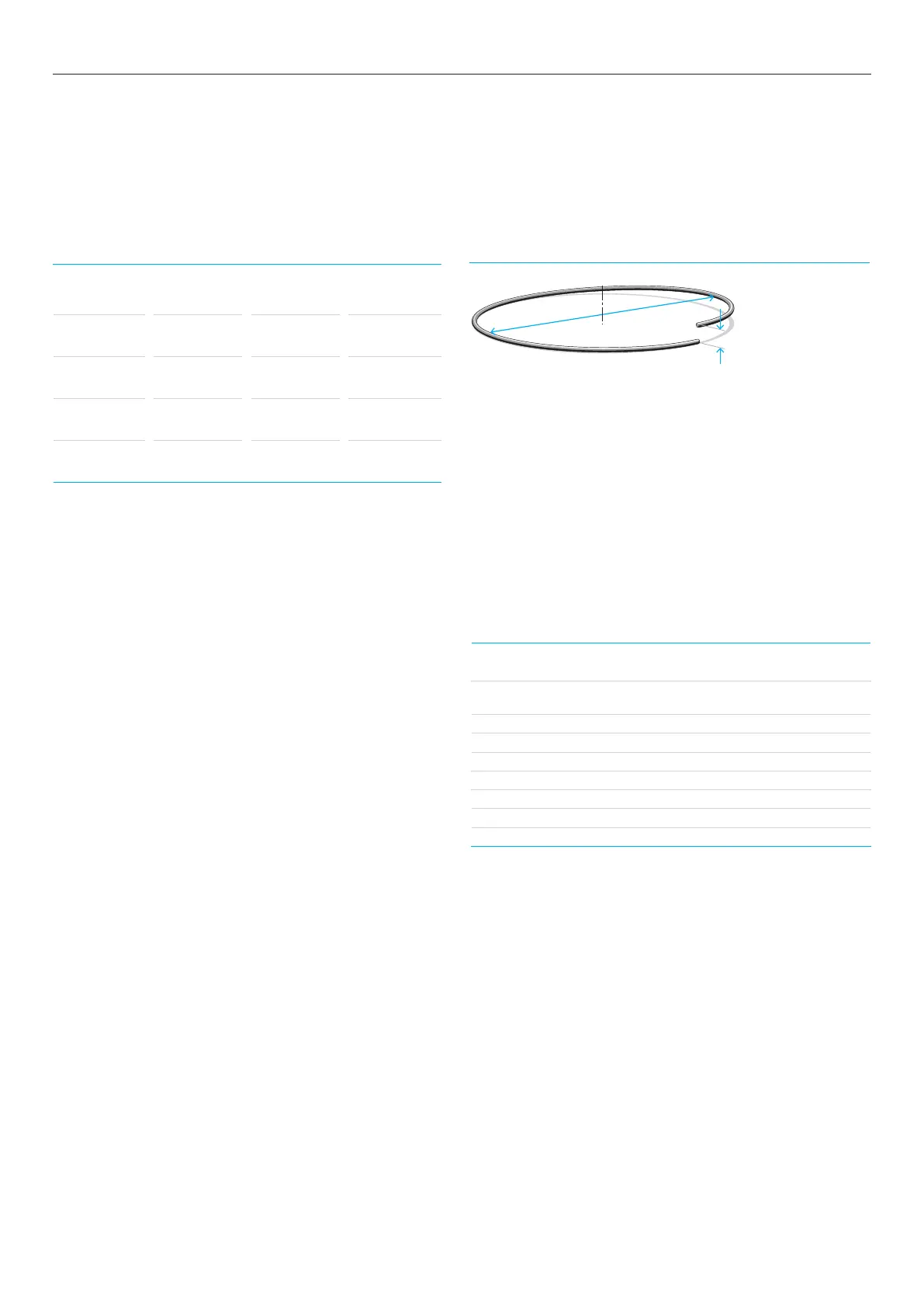
Diamètre et spirale
Le diamètre et la spirale du fil ont une influence importante sur la
capacité d’alimentation du fil MIG.
Si le diamètre est trop grand, le fil se déplacera selon une direction
ascendante à partir de l’extrémité lors du soudage et s’il est trop
petit le fil plongera vers le bas. Le résultat sera une usure excessive
de l’embout et une usure accrue dans les cylindres.
Si la spirale est trop grande, le fil occasionnera un effet de tire-
bouchon dans l’embout.
Mode de transfert typique
Procédé
Immersion
Transfert
Globulaire re
Transfert
Transfert par
pulvérisation
Procédé (MIG)
✓ ✕
✓
Fil fourré
(Protection
✓ ✓
✓*
Fil fourré
(Auto-protégé)
✓ ✓ ✕
Fil plein
✓ ✕ ✓
*Pas de pulvérisation véritable
Diamètre
Spirale
Diamètre – Diamètre de
spirale - Hauteur verticale
Diamètre et spirale