010
MIG 250GS Guide d‘utilisation
À la différence du procédé MIG, qui utilise un fil d’alimentation
fusible plein, les fusibles utilisés avec le MCAW sont de
construction tubulaire, une gaine externe en métal étant remplie
complètement de poudre métallique sauf pour une toute petite
portion de composé non-métallique. Celui-ci est ajouté afin de
fournir une certaine stabilité de l’arc et une désoxydation.
Les fusibles MCAW exigent un gaz de protection auxiliaire de
la même manière que les fils MIG pleins en ont besoin. Les fils
sont normalement conçus pour fonctionner avec des mélanges
de dioxyde de carbone/argon ou d’oxygène/dioxyde de carbone/
argon ou seulement du dioxyde de carbone. Les mélanges riches
en argon tendent à produire des niveaux plus bas de fumées que le
dioxyde de carbone.
Comme avec le procédé MIG, le fil d’alimentation fusible et le gaz
de protection sont dirigés dans la zone de l’arc par le chalumeau de
soudage. Au niveau de la tête du chalumeau, le courant de soudage
est transféré au fil au moyen d’un tube-contact d’alliage de cuivre,
et un diffuseur de gaz distribue le gaz de protection de manière
uniforme autour d’une enveloppe qui permet alors au gaz de circuler
au-dessus de la zone de soudure. La position du tube-contact
relativement à l’enveloppe de gaz peut être ajustée afin de limiter
l’extension minimum de l’électrode.
Les modes de transfert de métal avec le MCAW sont très
semblables à ceux obtenus en soudage MIG, le procédé étant
fonctionnel autant en mode « transfert par courts-circuits » qu’en
mode « transfert par pulvérisation ». Les fils pleins peuvent
également être employés en mode « transfert à impulsion » à
de faibles courants moyens, mais cette méthode n’a jamais été
largement exploitée.
Les modes de transfert
Le mode ou le type de transfert de métal en soudage MIG dépend
du courant, de la tension de l’arc, du diamètre de l’électrode et du
type de gaz de protection utilisé. Généralement il y a quatre modes
de transfert de métal.
Les modes de transfert du métal en FCAW sont semblables à ceux
obtenus en soudage MIG, mais ici le mode de transfert dépend
fortement de la composition du flux, aussi bien que du courant et
de la tension.
Les modes les plus communs de transfert en FCAW sont :
• Transfert par courts-circuits
• Transfert globulaire
• Transfert par pulvérisation
• Le mode de transfert à arc pulsé a été appliqué aux fils fourrés,
mais, jusqu’ici, n’est pas employé couramment parce que les
autres modes de transfert correspondent, dans la plupart des
cas, aux besoins des utilisateurs.
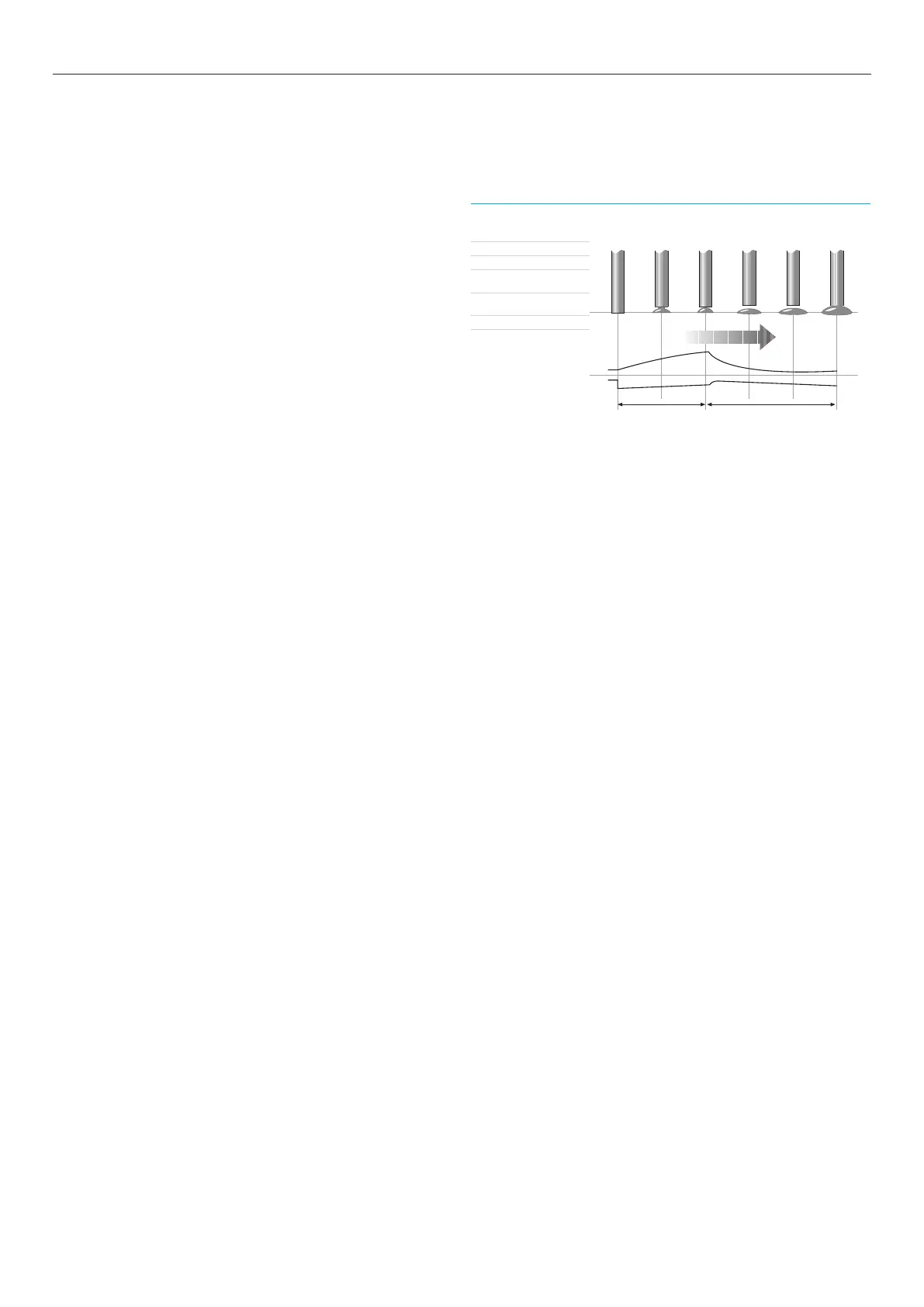
Transfert par courts-circuits
Connu aussi sous le nom de transfert par court-circuit ou de «
short-arc », il s’agit d’un procédé multi-position, utilisant un faible
apport de chaleur. L’utilisation de paramètres de tension d’arc et de
courant relativement faible amène l’électrode à court-circuiter par
intermittence le bain de soudure selon une fréquence contrôlée.
Le métal est transféré par le bout du fil s’immergeant littéralement
dans le bain de soudure et le courant de court-circuit est suffisant
pour permettre à l’arc de se rétablir. Ce mode de transfert de métal
par court-circuit étend efficacement la gamme de soudage MIG
aux courants plus faibles, ainsi les feuilles plus minces peuvent
aisément être soudées. Le faible apport de chaleur rend cette
technique bien adaptée au soudage positionnel des passes de
pénétration sur les plaques épaisses, des soudures bout à bout
servant à établir des liens entre de larges écarts et pour certains
matériaux difficiles où l’apport de chaleur est critique. Chaque
court-circuit élève le courant et le métal fait fondre l’extrémité de
l’électrode. Une fréquence court-circuitante élevée procure un faible
apport de chaleur. Le transfert par courts-circuits se produit entre
±70-220A, 14-23 volts d’arc. Il est réalisé en utilisant des gaz de
protection à base de dioxyde de carbone et d’argon.
Les fils pleins transfèrent le métal en mode courts-circuits avec des
courants faibles comme les fils MIG pleins. Ce mode de transfert
est employé pour tout le travail de position avec ces types de fil.
1 2 63 4 5
Durée
Cycle de court-circuit Cycle de l’arc
Courant (A)
Tension (V)
1 Court-circuit
2 Réduction
3 Ré-allumage de l'arc
4
Établissement de
l'arc
5
Raccourcissement
de l'écart de l'arc
6 Court-circuit
Schéma du transfert par courts-circuits