13
DE
TLS
Funktion zur Bestimmung des Z-Werkstücknullpunkts. Platzieren Sie
den Fühler unter dem Werkzeug. Nach dem Anklicken der Schaltäche
wird die Z-Achse abwärts bewegt, bis der Fühler berührt wird. Dann
wird dieser Vorgang ein zweites Mal in geringerer Geschwindigkeit wie-
derholt. Abschließend fährt die Z-Achse auf eine sichere Position.
Manuelle Nutzung
Der Tastfühler kann auch manuell genutzt werden. Um einen Nullpunkt zu ermitteln. Fahren
Sie Ihr CNC-System an die gewünschte Stelle. Halten Sie dann den Tastfühler direkt unter
das Einsatzwerkzeug und fahren Sie das System solange auf den Punkt zu, bis der Probe/
TLS Status ausgelöst wird. Notieren Sie die Koordinaten und verrechnen Sie die Stärke des
Tastfühlers mit diesen. Fahren Sie das System zurück, damit Sie den Tastfühler entfernen
können, ohne ihn zu zerkratzen. Das Vorgehen ist in Z-, X- und Y-Richtung gleichermaßen möglich. Achten Sie immer
darauf, dass der Tastfühler komplett ach auf dem Werkstück auiegt, um eine möglichst genaue Messung zu erhalten.
5�2 Bedienung des Tastfühlers in UCCNC
Der Fühler kann in UCCNC für mehrere Einsatzzwecke genutzt werden. Folgende Funktionen können genutzt werden:
Manual TC
Funktion zum manuellen Austausch von Werkzeugen mit einer Längenkompensation. Platzieren Sie Ihren Tastfühler unter
dem Werkzeug. Klicken Sie dann auf . Das aktuelle Werkzeug wird vermessen. Daraufhin fordert Sie UCCNC dazu
auf, das Werkzeug zu wechseln. Nach dem Wechsel bestätigen Sie die Meldung mit OK. Das neue Werkzeug wird vermes-
sen und der Längenunterschied kompensiert. Setzen Sie danach die aktuelle Aufgabe mit CYCLE START fort.
OFFSETS
Funktion zur automatischen Offset-Bestimmung eines oder mehrerer Werkzeuge. Diese Funktion arbeitet in zwei ver-
schiedenen Arten, abhängig davon, ob Sie einen festen Werkzeuglängensensor eingerichtet haben. Wenn Sie das nicht
getan haben, fahren Sie bis etwa 20 cm vor ihr Werkzeugmagazin. Platzieren Sie den Fühler direkt unter dem Werkzeug.
Nach dem Anklicken von vermisst UCCNC die Anzahl von Werkzeugen, die Sie im Dialogfeld der Funktion angeben.
Es wird stets zuerst Werkzeug 1 vermessen.
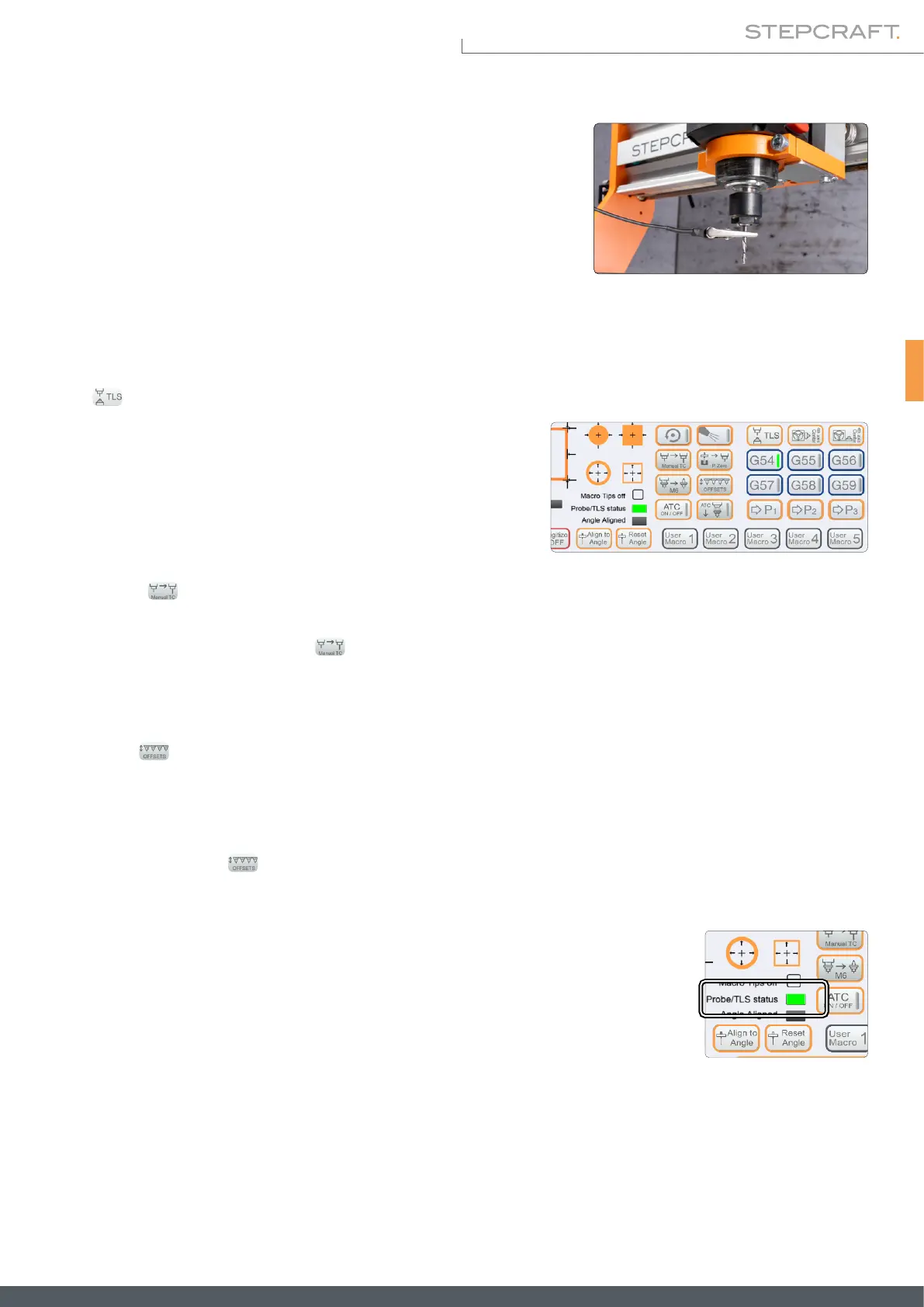
Wenn Sie nicht sicherstellen können, dass Ihr System an der Fräserspitze ge-
erdet ist (beispielsweise weil eine Lackierung den direkten Kontakt zwischen
Fräsmotor und Spannaufnahme verhindert), sollten Sie die Erdungsklemme
des P100 nutzen. Klemmen Sie diese direkt an das Einsatzwerkzeug. Bei
STEPCRAFT-Produkten ist dies bei der D-Serie (2. Generation) notwendig.
Bei der aktuellen D- und M-Serie ist das nicht notwendig.