19-38 C D/B O’ M
short, at stock only. To adjust, remove the four
tension adjusting screws, keeping track of screw
penetration into retaining nut. Slide rollers in toward
drum using retaining nut closest to drum. Reinstall
four adjusting screws with the same tension or
penetration into retaining nut. See page 26.
Flat Surfaced Stock: Loosen the four socket head
screws holding the tension roller brackets. Place
stock under brush. Lower brush to proper bristle
penetration. Raise brush two-to-three revolutions.
Tighten the four socket head screws. Remove stock,
lower brush head to previous setting when adjusting
and brush material.
Bristle Contact: Proper bristle penetration is critical
for the best nish and longest brush life. Flatter brushes
should be set to penetrate between 1/8 to ¼” into
the deepest part of the pro le being sanded. Nylon
brushes should be set to penetrate approximately
1/16” into the deepest part of the pro le being
sanded. Wire brushes should be set to penetrate 1/32
to 1/16” into the material being brushed.
S B S F R
Selecting the proper feed rate is essential to proper
Brushing and sanding. Feed rate controls the duration
or “dwell time” of brushing on the contact area. A
slower feed rate allows more brushing to occur. In
some instances, a slow feed rate and slow brush speed
may produce the same result as a fast feed rate and
fast brush speed. e variable feed rate control of
the conveyor belt adjusts the load on the machine;
it can be in nitely adjusted for maximum operating
performance. A faster feed rate allows faster brushing
but fewer revolutions of the brush per inch of sanding.
A slower feed rate provides more revolutions of the
brush per inch of sanding (Fig. 10).
e best feed rate will depend on a number of factors,
including type of stock, brush, depth of cut used,
and whether the stock is fed directly in line with the
conveyor bed or at an angle. When testing feed rates,
begin with a mid range (50%) setting and adjust faster
or slower depending on conditions and performance.
D S F R
Selecting the proper feed rate is essential to proper
nish sanding. For nish sanding the best nish is
usually achieved with a slow to moderate feed rate,
after the proper depth of cut has been determined.
is allows for the most revolutions of the drum per
inch of sanding. When abrasive planning, faster feed
rates can be used as long as the machine is not over
stressed. Please note, angling stock as it is sanded
will allow the most e ective stock removal and
least loading of the abrasives. Feeding stock straight
through yields the widest sanding capacity and least
noticeable scratch pattern.
Please note; when drum sanding with RPM adjusted
to fastest speed, INTELLISAND will automatically
adjust the conveyor feed rate if an excess load is
detected. is prevents excessive gouging, reduces
the risk of burning and it protects the machine from
overload or stalling. e red light by the adjustment
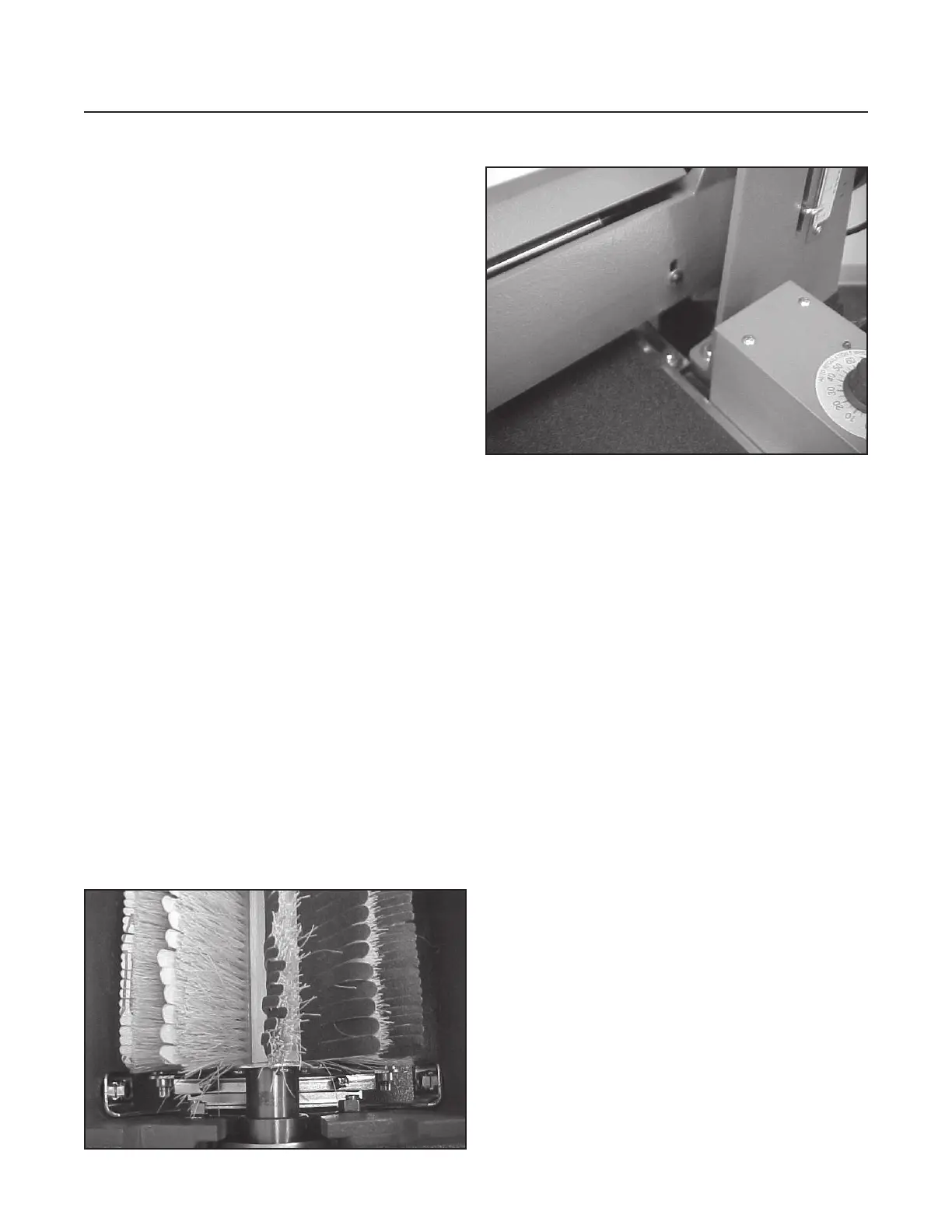
Fig. 11 Tension rollers and adjustment bracket
Fig. 11A Tension roller height and depth gauge adjustment