TECNA S.p.A. ITEM TE700 Instruction Manual
65/128
PARAMETER PARAMETER DESCRIPTION VALUE
INCREMENT 1-L2 Percentage increase of the first segment relevant to law L2 00 %
SPOTS 2 Number of spots of second segment 1100
INCREMENT 2-L1 Percentage increase of the second segment relevant to law
L1
10 %
INCREMENT 2-L2 Percentage increase of the second segment relevant to law
L2
00 %
SPOTS 3 Number of spots of third segment 1200
INCREMENT 3-L1 Percentage increase of the third segment relevant to law L1 4 %
INCREMENT 3-L2 Percentage increase of the third segment relevant to law L2 00 %
SPOTS 4 Number of spots of fourth segment 1000
INCREMENT 4-L1 Percentage increase of the fourth segment relevant to law L1 3 %
INCREMENT 4-L2 Percentage increase of the fourth segment relevant to law L2 00 %
The welding program must be set in order to carry out the first welding spot, which is with an
adjustment enabling to obtain the necessary current with the starting electrodes diameter:
15 kA.
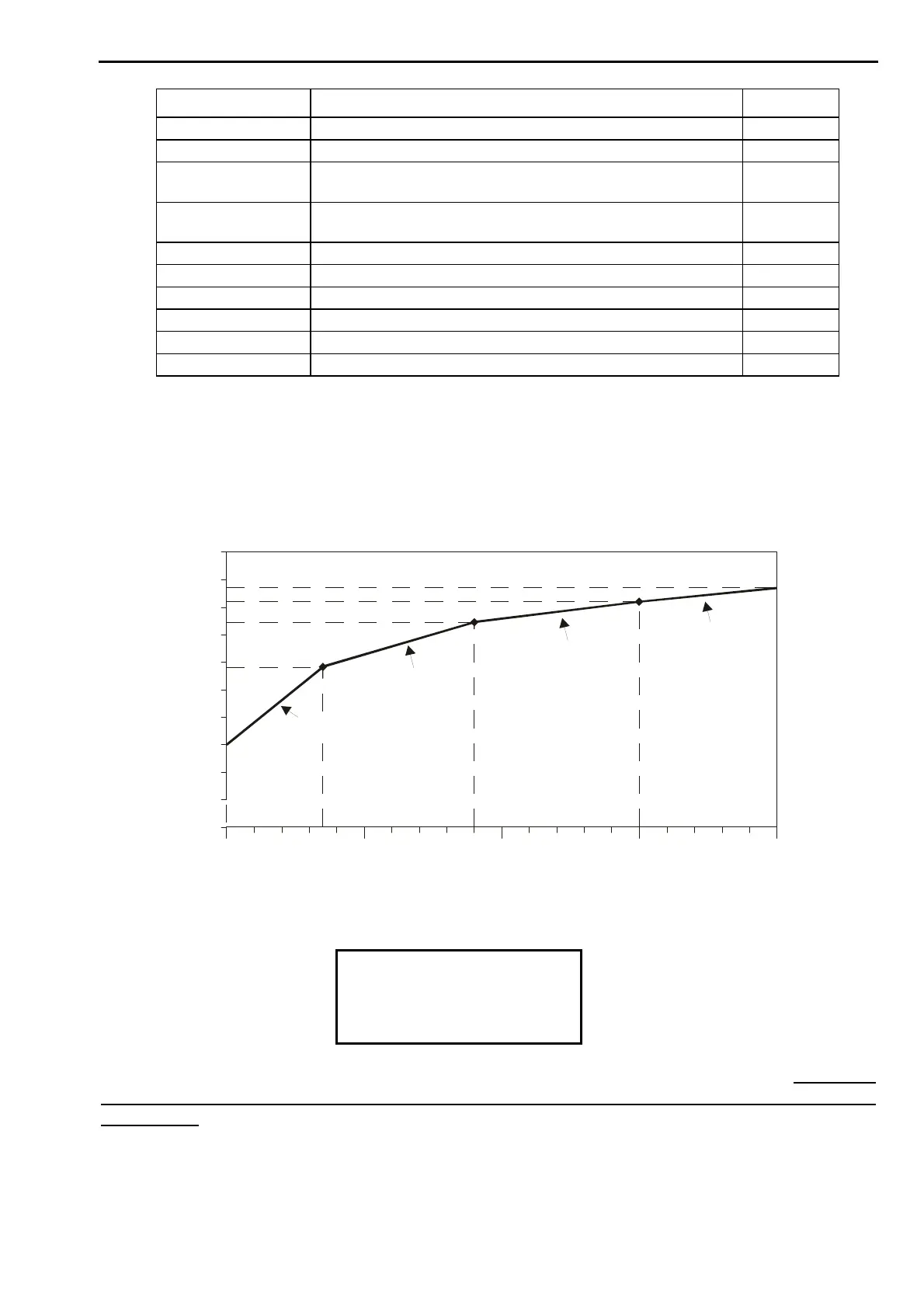
Now the welding process can begin. Current will change according to the programmed
increment rule. The graph below shows its pattern.
CURRENT (kA
NUMBER OF WELDING SPOTS
SEGMENT 1
SEGMENT 2
SEGMENT 3
SEGMENT 4
40003000200010000
15
14
13
16
17
18
19
20
21
22
17.8 kA
19.5 kA
20.2 kA
20.7 kA
700
1800
3000
On having completed the 4000 welding spots, the control unit stops the production cycle and
displays the following message:
STEPPER [164]
END
WARNING ON TOOLS T1
PUSH [///] TO RESET
Now the operator replaces the electrodes (or restores their original diameter) and clears the
spots counter relevant to the tool the electrodes of which were replaced to clear the stepper
calculations.
The TE700 resets the initial work parameters and begins a new stepper phase.