CYLINDER
BLOCK
INSPECTION
AND
PISTON
CLEARANCE
NUMBERS
INDICATE
THE
SUGGESTED
ORDER
OF
DISASSEMBLY
CRINDER
BLOCK
INSPECTION
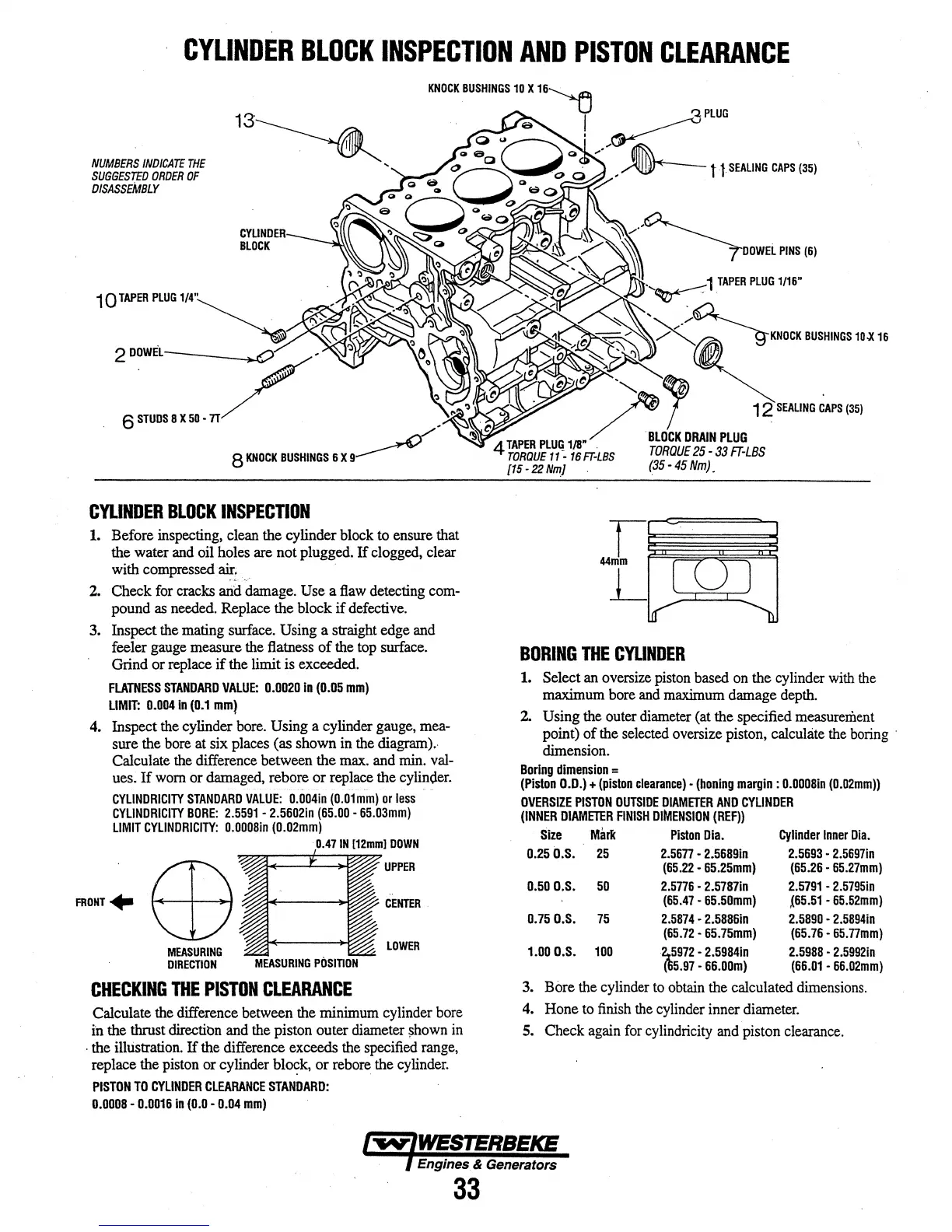
1.
Before inspecting, clean the cylinder block
to
ensure that
the water and oil holes are not plugged.
If
clogged, clear
with compressed
~:.
>
2.
Check
for
cracks
arid
damage. Use a
flaw
detecting com-
pound
as
needed. Replace the block
if
defective.
3. Inspect the mating surface.
Using a straight edge and
feeler gauge measure the flatness
of
the
top
surface.
Grind or replace
if
the limit is exceeded.
FLATNESS
STANDARD
VALUE:
0.0020
In
{0.05
mm)
LIMIT:
0.0041n
(0.1
mm)
4. Inspect the cylinder
bore.
Using a cylinder gauge,
mea-
sure
the
bore
at six places (as shown in the diagram).·
Calculate the difference between the
max.
and
min.
val-
ues.
If
worn
or damaged, rebore or replace the cylinder.
·-
"'.
CYLINDRICITY
STANDARD
VALUE:
0.004in
(0.01mm)
or
less
CYLINDRICITY
BORE:
2.5591
•
2.5602in
(65.00
•
65.03mm)
LIMIT
CYLINDRICITY:
0.0008in
(0.02mm)
EB
UPPER
FRONT
...
CENTER
LOWER
MEASURING
DIRECTION
CHECKING
THE
PISTON
CLEARANCE
Calculate
the
difference between the minimum cylinder bore
in the thrust
directitm
and
the
piston outer diameter
~hown
in
. the illustration.
If
the difference exceeds
the
specified
range,
replace the piston or cylinder
bl<X?k.
or rebore the cylinder.
PISTON
TO
CYLINDER
CLEARANCE
STANDARD:
0.0008-
0.0016
in
(O.O
•
0.04
mm)
BORING
THE
CYLINDER
1. Select
an
oversize piston based
on
the cylinder
with
the
maximum bore
and
maximum damage
depth.
2.
Using the outer
diameter
(at the specified measurement
point)
of
the
selected
oversize piston, calculate
the
boring
·
dimension.
Boring
dimension
=
(Piston
O.D.)
+(piston
clearance)·
(honing
margin
:
O.OOOBin
(0.02mm)}
OVERSIZE
PISTON
OUTSIDE
DIAMETER
AND
CYLINDER
(iNNER
DIAMETER
FINISH
DIMENSION
(REF))
Size
Mlurc
Piston
Dia.
0.25
o.s.
25
2.5677
-
2.5689in
0.50
o.s.
50
0.75
o.s.
75
1.000.S.
100
(65.22
•
65.25mm)
2.5716
•
2.5787in
(65.47
•
65.50mm)
2.5874-
2.5886ln
(65.72
•
65.75mm)
~5972
•
2.5984in
(65.97
•
66.00m)
Cylinder
Inner
Dia.
2.5693
•
2.56971n
(65.26
•
65.27mm)
2.5791
•
2.5795in
I65.51
•
65.52mm)
2.5890
•
2.5894in
(65.76
•
65.77mm)
2.5988
•
2.5992in
(66.01
•
66.02mm)
3. Bore the cylinder
to
obtain
the calculated
dimensions.
4. Hone
to
finish
the
cylinder inner diameter.
5.
Check again
for
cylindricity
and
piston clearance .
Engines & Generators
33