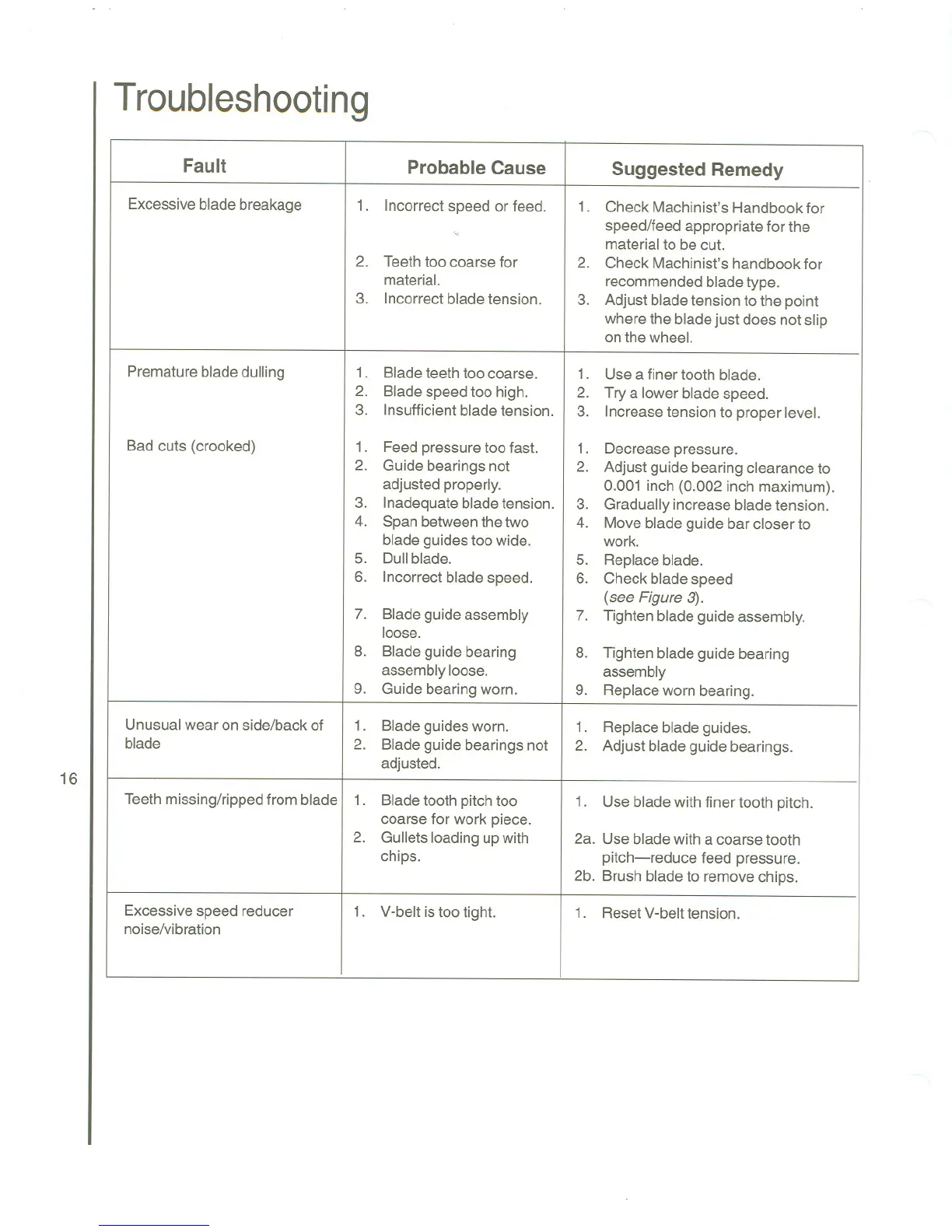
Troubleshooting
16
Fault
Probable Cause
Suggested Remedy
Excessivebladebreakage
1.
Incorrect speed or feed.
1.
Check Machinist's Handbook for
"
speed/feed appropriatefor the
materialto be cut.
2.
Teethtoo coarsefor
2.
Check Machinist's handbook for
material.
recommendedbladetype.
3.
Incorrect bladetension. 3.
Adjust bladetensionto the point
wherethe bladejust does not slip
on thewheel.
Prematurebladedulling
1.
Bladeteeth too coarse. 1.
Use a finer tooth blade.
2.
Bladespeed too high.
2.
Try a lower blade speed.
3.
Insufficientbladetension. 3.
Increasetension to proper level.
Bad cuts (crooked)
1.
Feedpressuretoo fast.
1.
Decrease pressure.
2.
Guidebearingsnot
2.
Adjust guide bearing clearance to
adjustedproperly.
0.001 inch (0.002 inch maximum).
3.
Inadequatebladetension.
3.
Gradually increasebladetension.
4.
Spanbetweenthetwo
4.
Move blade guide bar closer to
blade guidestoo wide.
work.
5.
Dullblade.
5.
Replaceblade.
6.
Incorrect blade speed.
6.
Check bladespeed
(see Figure 3).
7.
Bladeguideassembly
7.
Tightenbladeguideassembly.
loose.
8.
Blade guide bearing
8.
Tightenbladeguide bearing
assemblyloose.
assembly
9.
Guide bearingworn.
9.
Replaceworn bearing.
Unusual wear on side/back of
1.
Bladeguides worn.
1.
Replacebladeguides.
blade 2.
Blade guide bearings not
2.
Adjust bladeguide bearings.
adjusted.
Teethmissing/rippedfrom blade
1.
Bladetooth pitchtoo
1.
Use blade with finer tooth pitch.
coarse for work piece.
2.
Gulletsloadingupwith
2a. Use bladewith a coarsetooth
chips.
pitch-reduce feed pressure.
2b. Brushblade to remove chips.
Excessivespeed reducer
1.
V-belt is too tight.
1.
ResetV-belttension.
noise/vibration