OM-270 231 Página 8
SECCIÓN 3 − SPECIFICATIONS
3-1. Ubicación de la etiqueta con el número de serie
El número de serie y los valores nominales de este producto están ubicados en su parte posterior. Use esta etiqueta para determinar los requisitos
de la alimentación eléctrica y la potencia de salida nominal de la máquina. Anote el número de serie de la máquina en el lugar indicado en la contraporta-
da de este manual para consultas futuras.
3-2. Especificaciones
Corriente nominal de
soldadura
Amperaje
máximo
Voltaje máximo
de CC a circuito
abierto
Amperios
de entrada con
la carga de salida
nominal, 115 V,
60 Hz, monofásicos
kVA KW
Peso
c/antorcha
Dimensiones
80 A a 18 Vcc, ciclo
de trabajo 20%
45 A a 16,25 Vcc,
ciclo de trabajo 60%
30 A a 15,5 Vcc, ciclo
de trabajo 100%
30 − 100
40 21.2 2.69 2.45
44 lb
(20 kg)
Largo: 16”
(406 mm)
Ancho: 10”
(254 mm)
Altura: 13-1/2”
(343 mm)
Tipo de alambre y
diámetro
Con núcleo fundente Velocidad de alimentación del alambre
0,030” − 0,035”
(0,8 − 0,9 mm)
27 − 99 RPM sin carga
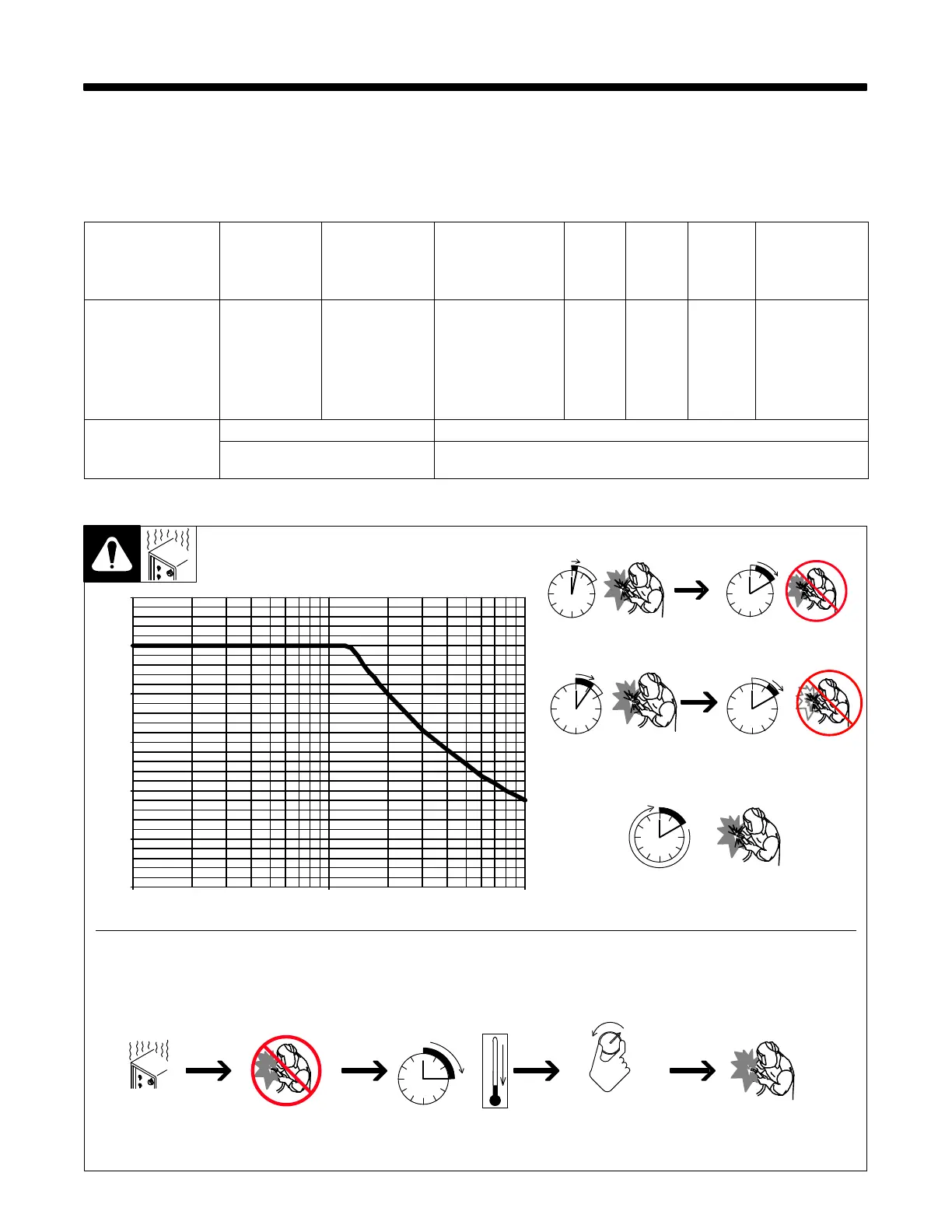
3-3. Ciclo de trabajo y sobrecalentamiento
Continuous Welding
Sobrecalentamiento
0
15
A ó V
ó reduzca el
ciclo de trabajo
Minutos
Ciclo de trabajo 20% con 80 A
6 Minutes Welding 4 Minutes Resting
0
20
40
60
80
100
120
rduty1 2013−04 − 270 506-A
Ciclo de trabajo 60% con 45 A
Ciclo de trabajo 100% con 30 A
10 10020 40 60 80
Ciclo de trabajo %
Corriente de salida (en amperios)
El ciclo de trabajo es un porcentaje de un
período de tiempo de 10 minutos en el que
la unidad puede soldar a la carga nominal
sin recalentarse.
Si la unidad se sobrecalienta, el termostato
abre, la salida se detiene y el ventilador
sigue funcionando. Espere quince minutos
para permitir que la unidad se enfríe. Re-
duzca el amperaje o el ciclo de trabajo antes
de soldar.
AVISO − Exceder el ciclo de trabajo puede
dañar la unidad o la antorcha e invalidar la
garantía.
2 minutos soldando 8 minutos enfriando
6 minutos soldando 4 minutos enfriando
Soldadura continua