15
saldando (modificabile attraverso la manopola ENCODER 1) e
della tensione di saldatura
(non modificabile) o dell' "arc force"
(se selezionata - modificabile (su una scala di valori variabile da 0
a 100 (valore assoluto) con intervallo di regolazione di 1 - para-
metro che aumenta l'energia d'arco in condizioni di saldatura gra-
vosa) attraverso la manopola ENCODER 2).
Funzioni speciali
• HOT START cioè la sovracorrente erogata nel momento del-
l'accensione dell'arco. (Hot - da 0 a 100 con intervallo di regola-
zione di 1) In elettrodo è possibile accedere, tramite la pressione
del pulsante FUNZIONI SPECIALI, alla funzione "hot start" (re-
golabile tramite la manopola ENCODER 2 e non modificabile in
saldatura).
SALDATURA TIG CON INNESCO TIPO "LIFT"
Si accede a questa modalità di saldatura premendo il pulsante
PROCESSO DI SALDATURA e posizionandosi su TIG con inne-
sco tipo "Lift"
.
Collegare i cavi di saldatura secondo quanto descritto nel paragra-
fo "Collegamento dei cavi di saldatura - saldatura TIG (Fig. C)".
ATTENZIONE:
Non appoggiare la torcia a parti conduttive col-
legate al cavo di massa quando il traino è collegato alla unità di
saldatura mediante il cavo di interconnessione.
Parametri di saldatura
Nella tabella 5 sono indicati i valori di corrente da utilizzare con i
rispettivi elettrodi per la saldatura TIG AC e DC. Tali dati non han-
no un valore assoluto ma semplicemente orientativo; per una scel-
ta precisa seguire le indicazioni date dai fabbricanti di elettrodi. Il
diametro dell'elettrodo da impiegare è direttamente proporzionale
alla corrente usata per saldare.
• Togliere l'ugello guidafilo dalla torcia per permettere, durante il
caricamento, la libera fuoriuscita del filo. Si ricorda che l'ugello
guidafilo deve corrispondere al diametro del filo usato;
• Regolare i potenziometri, posti sul pannello frontale, sui valori
desiderati;
• Azionare il pulsante prova motore sino alla fuoriuscita del filo
dalla torcia;
• Riavvitare l'ugello guidafilo all'estremità della torcia;
• Aprire il rubinetto della bombola lentamente e agire sulla mano-
pola del riduttore per ottenere una pressione di circa 1,3-1,7 bar;
• Azionare il pulsante prova gas e regolare il flusso ad un valore
compreso tra 14 e 20 l/min a seconda della corrente usata per
saldare;
• La saldatrice è pronta per saldare.
Tipologia di lavoro SINERGICA
Si accede a questa modalità di saldatura premendo il pulsante
PROCESSO DI SALDATURA posizionandosi su MIG-MAG
,
MIG PULSATO
o MIG DOPPIO PULSATO e premen-
do il pulsante TIPOLOGIA DI LAVORO posizionandosi su SYN.
La sinergia non è altro che un legame che unisce numerose gran-
dezze diverse fra di loro nel senso che quando viene modificata
una di queste grandezze le altre variano di conseguenza in modo
automatico e sinergico.
Il generatore DIGITECH 400 PULSED permette l'inserimento di
100 programmi, forniti dal costruttore, validi per ogni processo di
saldatura e così suddivisi:
• 100 programmi in MIG-MAG (n° di programma da 1 a 99);
• 100 programmi in MIG PULSATO (n° di programma da 101 a
199);
• 100 programmi in MIG DOPPIO PULSATO (n° di programma
da 201 a 299).
Al momento della consegna il generatore dispone di un certo nu-
mero di programmi già costruiti in fabbrica e disponibili per l'opera-
tore visualizzati sulla tabella programmi (vedi paragrafo dedicato)
oppure sul display VISUALIZZAZIONE PROGRAMMI (abbreviato
dVP).
Collegare i cavi di saldatura secondo quanto descritto nel paragra-
fo "Collegamento dei cavi di saldatura - saldatura MIG-MAG, MIG
PULSATO o MIG DOPPIO PULSATO (Fig. D)".
Usare i pulsanti SCORRIMENTO PROGRAMMI per selezionare il
programma che maggiormente si adatta al tipo di lavoro che si
dovrà eseguire in base alla conoscenza di alcuni parametri (dia-
metro del filo, materiale da saldare, tipo di gas da utilizzare) o il
pulsante RUN/MEM per visualizzare le caratteristiche dei program-
mi forniti dal costruttore.
Prima di effettuare la saldatura sul display VISUALIZZAZIONE
PARAMETRI - A (abbreviato dVPA) vengono visualizzati i valori
preimpostati dello spessore del pezzo
, corrente di saldatura
, velocità del filo (modificabili attraverso la manopola
ENCODER 1) e sul display VISUALIZZAZIONE PARAMETRI - V
(abbreviato dVPV) vengono visualizzati i valori preimpostati della
tensione di saldatura
, (non modificabile) dell'induttanza elet-
tronica
e della regolazione fine della tensione di saldatura
(modificabili attraverso la manopola ENCODER 2). I valori
degli ultimi due parametri menzionati sono impostati dal costruttore
sullo zero.
Impostare le regolazioni desiderate ed iniziare a saldare.
Durante la saldatura sul display dVPA vengono visualizzati i valori
reali della corrente di saldatura, (modificabile attraverso la mano-
pola ENCODER 1) e sul display dVPV vengono visualizzati i valori
reali della tensione di saldatura, dell'induttanza elettronica e della
regolazione fine della tensione di saldatura (modificabili attraver-
so la manopola ENCODER 2).
I due encoder sono attivi e operativi anche durante la fase di sal-
datura e quindi tutte le grandezze a loro associate risultano
modificabili.
Il parametro visualizzato dai display non varia passando dalla fase
di preimpostazione a quella di saldatura e viceversa.
Tipologia di lavoro MANUALE (attiva solo nel
processo di saldatura MIG-MAG)
Si accede a questa modalità di saldatura premendo il pulsante
PROCESSO DI SALDATURA posizionandosi su MIG-MAG
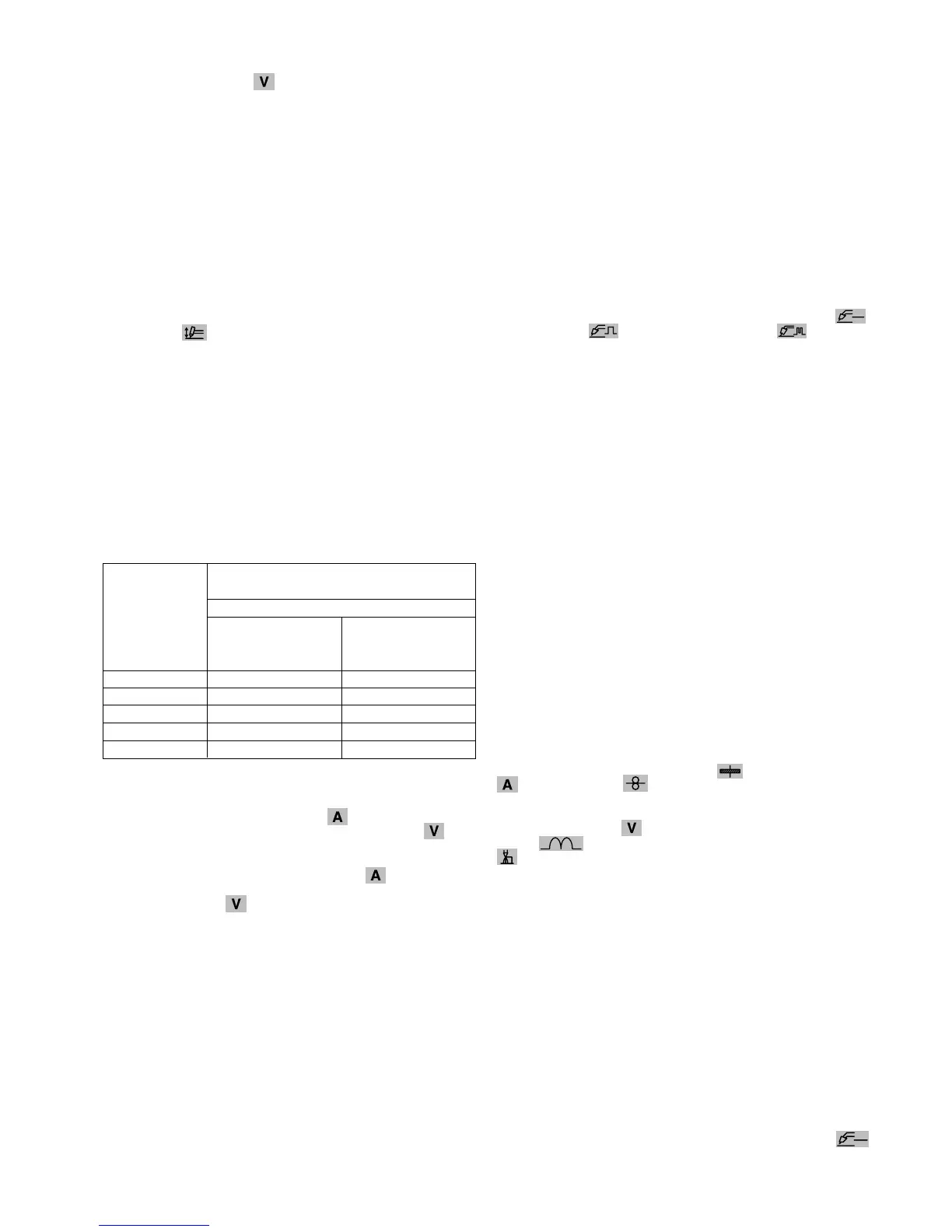
TIPO DI ELETTRODO
Campo di regolazione della corrente (A)
TIG DC
Tabella 5
Ø ELETTRODO
(mm)
1
1,6
2,4
3,2
4
Tungsteno
Ce 1%
Grigio
10-50
50-80
80-150
150-250
200-400
Tungsteno
Ce 1%
Grigio
10-50
50-80
80-150
150-250
200-400
Prima di effettuare la saldatura sui display VISUALIZZAZIONE
PARAMETRI - A (abbreviato dVPA) e VISUALIZZAZIONE PARA-
METRI - V (abbreviato dVPV) vengono visualizzati i valori
preimpostati della corrente di saldatura
(modificabile attraver-
so la manopola ENCODER 1) e della tensione a vuoto
(non
modificabile)
Durante il processo di saldatura sui display dVPA e dVPV vengono
visualizzati i valori della corrente di saldatura
a cui si sta sal-
dando (modificabile attraverso la manopola ENCODER 1) e della
tensione di saldatura
(non modificabile).
In questo processo mediante l'innovativo innesco tipo "lift" a con-
trollo termico (TCS), le accensioni avvengono in modo preciso e
veloce, riducendo al minimo le inclusioni di tungsteno e annullando
le incisioni sul pezzo da saldare.
La saldatrice è dotata anche dell'esclusivo dispositivo SWS "Smart
Welding Stop" per la fine della saldatura in TIG. Sollevando la tor-
cia senza spegnere l'arco si introduce uno slope down con spe-
gnimento automatico.
Funzioni speciali
Non esistono funzioni speciali associate a questo processo.
SALDATURA MIG-MAG, MIG PULSATO E MIG
DOPPIO PULSATO
Prima di iniziare a saldare eseguire sul traino TA4 le seguenti
operazioni: