14
Regolazione da generatore o da traino
La DIGITECH 400 PULSED è dotata di un sistema che le permet-
te di regolare i parametri muovendo le manopole degli encoder
poste sul pannello frontale della macchina (regolazione da gene-
ratore) o le manopole dei potenziometri posti sul pannello frontale
del traino (regolazione da traino).
La regolazione standard che possiede la macchina quando esce
dalla fabbrica è la regolazione da traino.
Per passare alla REGOLAZIONE DA GENERATORE (encoder
ATTIVI - potenziometri NON ATTIVI) premere la seguente combi-
nazione di pulsanti:
• Premere e rilasciare il pulsante FUNZIONI SPECIALI;
• Premere e rilasciare il pulsante SCORRIMENTO PROGRAMMI
negativo (-);
• Premere e rilasciare il pulsante FUNZIONI SPECIALI.
Per ritornare alla REGOLAZIONE DA TRAINO (encoder NON
ATTIVI - potenziometri ATTIVI) premere la seguente combinazio-
ne di pulsanti:
• Premere e rilasciare il pulsante FUNZIONI SPECIALI;
• Premere e rilasciare il pulsante SCORRIMENTO PROGRAMMI
positivo (+);
• Premere e rilasciare il pulsante FUNZIONI SPECIALI.
Visualizzazione della versione del
software installato
La DIGITECH 400 PULSED è dotata di un controllo digitale con a
bordo un software definito in fabbrica. Questo software è passibile
di continue evoluzioni e miglioramenti. Il software di ogni scheda è
identificato da un numero/versione specifico/a visualizzabile sul
display VISUALIZZAZIONE PROGRAMMI nei seguenti modi:
• SCHEDA DIGITALE CPU PANNELLO FRONTALE
Mettere in funzione la saldatrice ruotando l'interruttore, posto sul
pannello posteriore, sulla posizione 1, premere il pulsante FUN-
ZIONI SPECIALI e successivamente il pulsante RUN/MEM.
• SCHEDA DIGITALE PANNELLO FRONTALE
Mettere in funzione la saldatrice ruotando l'interruttore, posto sul
pannello posteriore, sulla posizione 1, premere il pulsante FUN-
ZIONI SPECIALI e successivamente il pulsante PROVA GAS.
• SCHEDA ELETTRONICA PANNELLO TA4
Mettere in funzione la saldatrice ruotando l'interruttore, posto sul
pannello posteriore, sulla posizione 1, premere il pulsante FUN-
ZIONI SPECIALI e successivamente il pulsante PROVA FILO.
Prima di saldare
IMPORTANTE:
Prima di accendere l'unità, verificare nuovamen-
te che la tensione e la frequenza della rete di alimentazione corri-
spondano ai dati di targa.
• Verificare che il trascinatore sia ben collegato alla saldatrice
mediante il cavo di interconnessione;
• Mettere in funzione la saldatrice ruotando l'interruttore, posto
sul pannello posteriore, sulla posizione 1 (NOTA BENE: ad ogni
accensione sulla macchina verranno visualizzate le ultime im-
postazioni effettuate prima dello spegnimento);
• Impostare le varie unità a seconda del processo di saldatura
desiderato.
Processi di saldatura
SALDATURA AD ELETTRODO
Per la saldatura di elettrodi rivestiti con dispositivi regolabili dal-
l'utente "arc force" (regolabile attraverso il pulsante SELEZIONE
PARAMETRI - V) e "hot start" (regolabile attraverso il pulsante
FUNZIONI SPECIALI).
Si accede a questa modalità di saldatura premendo il pulsante
PROCESSO DI SALDATURA e posizionandosi su MMA
.
Collegare i cavi di saldatura secondo quanto descritto nel paragra-
fo "Collegamento dei cavi di saldatura - saldatura ad ELETTRO-
DO (Fig. B)".
ATTENZIONE:
Non appoggiare la torcia a parti conduttive colle-
gate al cavo di massa quando il traino è collegato alla unità di
saldatura mediante il cavo di interconnessione.
Parametri di saldatura
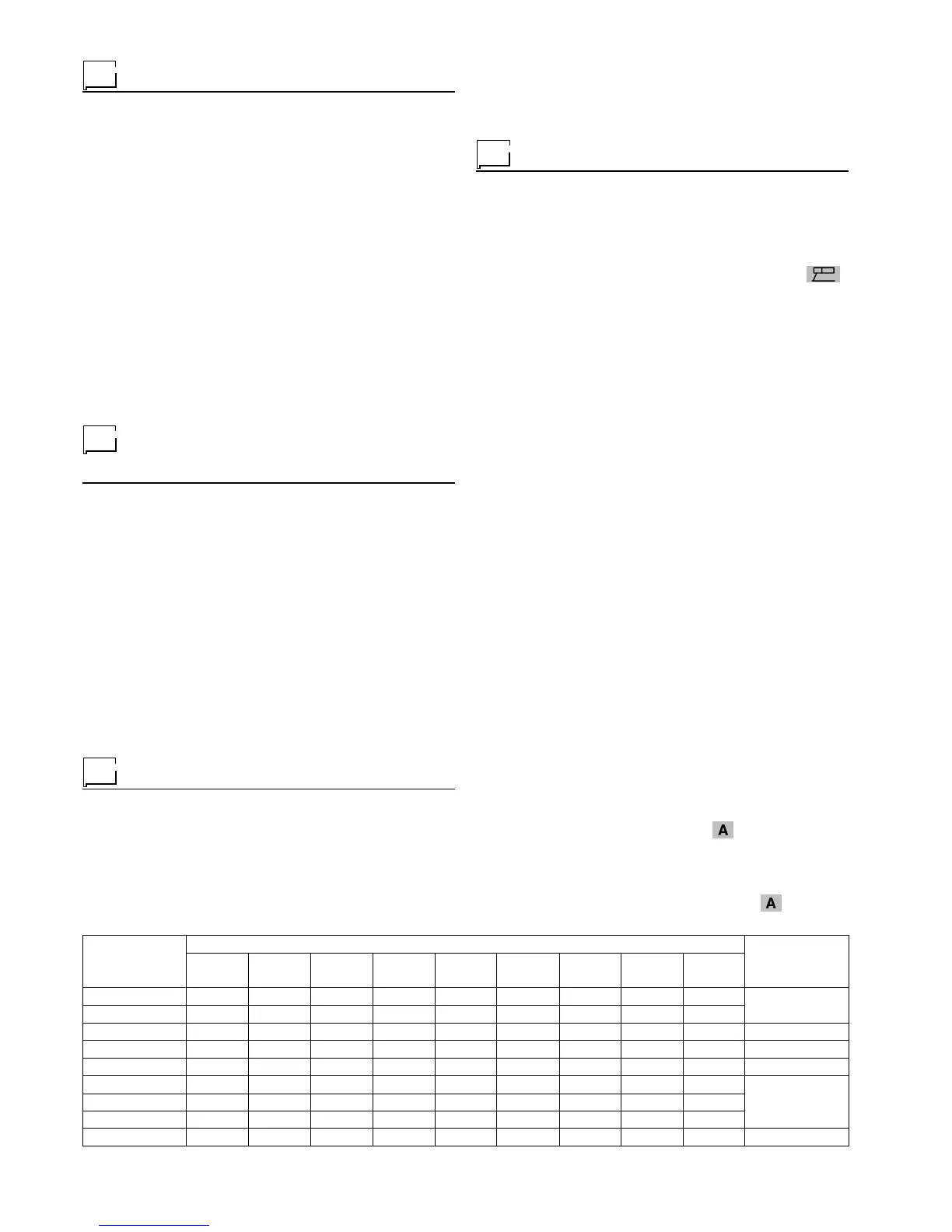
Nella tabella 4 sono indicati i valori di corrente da utilizzare con i
rispettivi elettrodi per la saldatura degli acciai comuni e basso le-
gati. Tali dati non hanno un valore assoluto ma semplicemente
orientativo; per una scelta precisa seguire le indicazioni date dai
fabbricanti di elettrodi. La corrente da impiegare dipende dalle po-
sizioni di saldatura, dal tipo di giunto e varia in modo crescente in
funzione dello spessore e delle dimensioni del pezzo. Il valore del-
l’intensità di corrente da utilizzare per i vari tipi di saldatura, entro il
campo di regolazione indicato sulla tabella 4 è:
• Elevato per le saldature in piano, in piano frontale e verticale
ascendente;
• Medio per le saldature sopratesta;
• Basso per la saldatura verticale discendente e per unire pezzi di
piccole dimensioni preriscaldati.
Un’indicazione, abbastanza approssimata, della corrente media da
impiegare nella saldatura di elettrodi per acciaio normale è fornita
dalla seguente formula:
I = 50 x (Øe – 1 )
dove: I = intensità di corrente di saldatura
Øe = diametro dell’elettrodo
Esempio: Diametro elettrodo 4 mm
I = 50 x (4 –1 ) = 50 x 3 = 1 50A
Prima di effettuare la saldatura sui display VISUALIZZAZIONE
PARAMETRI - A (abbreviato dVPA) e VISUALIZZAZIONE PARA-
METRI - V (abbreviato dVPV) vengono visualizzati i valori
preimpostati della corrente di saldatura
(modificabile attra-
verso la manopola ENCODER 1) e della tensione a vuoto (non
modificabile) o dell' "arc force" (se selezionata - modificabile at-
traverso la manopola ENCODER 2).
Durante il processo di saldatura sui display dVPA e dVPV vengo-
no visualizzati i valori della corrente di saldatura
a cui si sta
Ø ELETTRODO
(mm)
1,6
2
2,4
3,2
4
4,8
5,6
6,4
8
6010
6011
-
-
40-80
75-125
110-170
140-215
170-250
210-320
275-425
6012
20-40
25-60
35-85
80-140
110-190
140-240
200-320
250-400
300-500
6013
20-40
25-60
45-90
80-130
105-180
150-230
310-300
250-350
320-430
6020
-
-
-
100-150
130-190
175-250
225-310
275-375
340-450
6027
-
-
-
125-185
160-240
210-300
250-350
300-420
375-475
7014
-
-
80-125
110-160
150-210
200-275
260-340
330-415
390-500
7015
7016
-
-
65-110
100-150
140-200
180-255
240-320
300-390
375-475
7018
-
-
70-100
115-165
150-220
200-275
260-340
315-400
375-470
7024
7028
-
-
100-145
140-190
180-250
230-305
275-365
335-430
400-525
SPESSORE
SALDATURA
(mm)
≤≤
≤≤
≤ 5
≤≤
≤≤
≤ 6,5
> 3,5
> 6,5
> 9,5
> 13
TIPO DI ELETTRODO - Campo di regolazione della corrente (A)
Tabella 4