23
Technical data
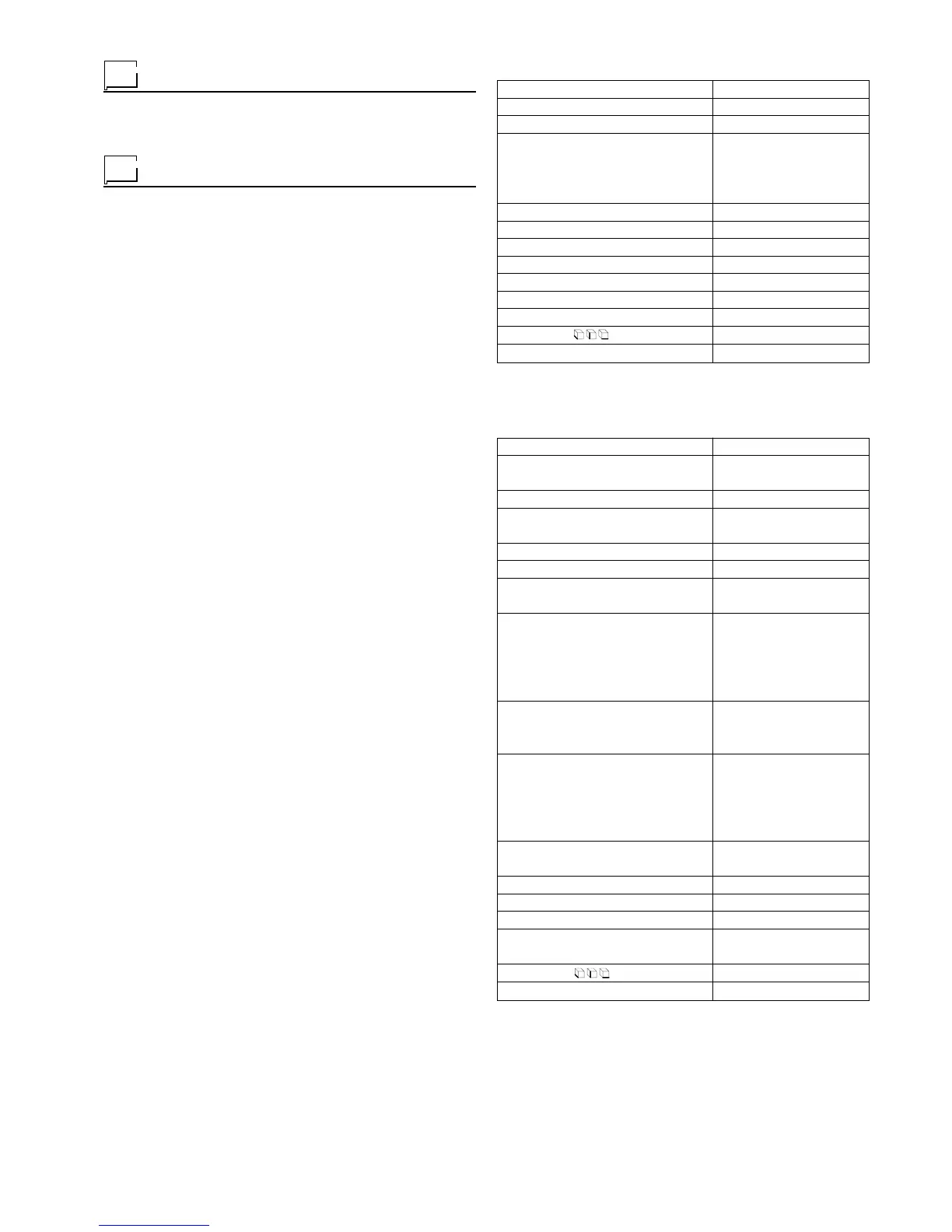
The general technical data of the system are summarized in table
1 and 2.
Operating features
DIGITECH 400 PULSED
The main feature of the welding unit DIGITECH 400 PULSED are:
• Innovative and user friendly design;
• Metallic main structure with shockproof plastic front frames;
• Robust handles built into the chassis;
• Control panel protected against accidental impact;
• Synergic digital control of all the welding parameters;
• BURN BACK control. At the end of each weld, in any condition
and with any material, the digital control ensures a perfect wire
cut, prevents the typical “wire globule” from forming and ensures
correct arc restriking;
• Spatter free exceptional welding characteristics in both MIG/MAG,
MIG Pulsed and MIG Dual Pulsed on any material and with any
gas;
• High welding performance in both MMA and TIG by "lift" mode
striking;
• Exclusive SWS "Smart Welding Stop" system at the end of TIG
welding. Lifting up the torch without switching off the arc will in-
troduce a slope down and it will switch off automatically;
• WSC Wire start control. This arc striking control device prevents
wire from sticking to the workpiece or torch nozzle and ensures
precise and smooth arc striking, particularly when welding alu-
minium;
• WFC Wave form control. Both welding parameters and pulse
wave form, digitally controlled by the microprocessor, are moni-
tored and modified every few microseconds in order to keep the
arc constantly precise and stable by compensating for continu-
ous changes in welding conditions caused by torch movement
and workpiece irregularity;
• Ability to store personalized welding programs;
• Monitoring and repetition of welding parameters;
• User friendly and easy-to-use selection and recalling of the pa-
rameters and welding programs;
• Low energy consumption;
• "Energy Saving" function to operate the power source cooling
fan and the torch water cooling only when necessary;
• Remote parameter adjustment directly from TA 4 feeder;
• Auto-diagnostic feature for trouble shooting;
• Password-controlled total or partial equipment access;
• Initial and crater welding cycle control;
• With the special MIG torches you can adjust the welding param-
eters at a distance straight from the torch.
TA4
The main feature of the wire feeder TA4 are:
• Cast aluminium wire feeder with 4 large size rolls for precise and
constant wire feeding;
• Welding current SYNERGIC adjustment;
• Arc length FINE adjustment;
• Use of Push-Pull guns optional;
• Wire test;
• Gas test.
Model
Three phase feeding 50/60 Hz
Power supply: Z
max
Current range
MIG MAG
TIG
ELECTRODE
Installation power
Open circuit voltage
Duty cycle at 100%
Duty cycle at 60%
Duty cycle at 50%
Insulation class
Protection class
Dimensions
Weight
V
ohm
kVA
V
A
A
A
mm
kg
DIGITECH 400 PULSED
400
(*)
10–400 A / 14,5-34 V
10–400 A / 10,5-26 V
10-400 A / 20,5-36 V
14,5
63
270
350
400
F
IP 23
665-525-290
48
Table 1
Model
Input voltage
of feeder
Rated frequency
Power output
of feeder motor
N° rolls
Wire diameter
Rated wire
feeding speed
Compatible wire types
Spool
Diameter
Weight
Protection gas
Coolant
Maximum pressure
Duty cycle at 60%
Duty cycle at 100%
Insulation class
Motor and control protection
grade
Dimensions
Weight
V
Hz
W
mm
m/min
Ømm
kg
bar
A
A
mm
kg
TA4
48
50-60
100
4
0,8-2,4
0,5-22
• Carbon steel
• Stainless steel
• Aluminium magnesium
• Aluminium silicon
• Basic and rutile cored wires
300
20 (max)
• Carbon dioxide
• Pure Argon
• Argon-Carbon dioxide-Oxygen
• Argon and
Carbon dioxide blends
Distilled water
3,5
600
460
F
IP 23
570-400-275
17
Table 2
(*) IMPORTANT: This system, tested according to EN/IEC 61000-
3-3, meets the requirements of EN/IEC 61000-3-11.