5
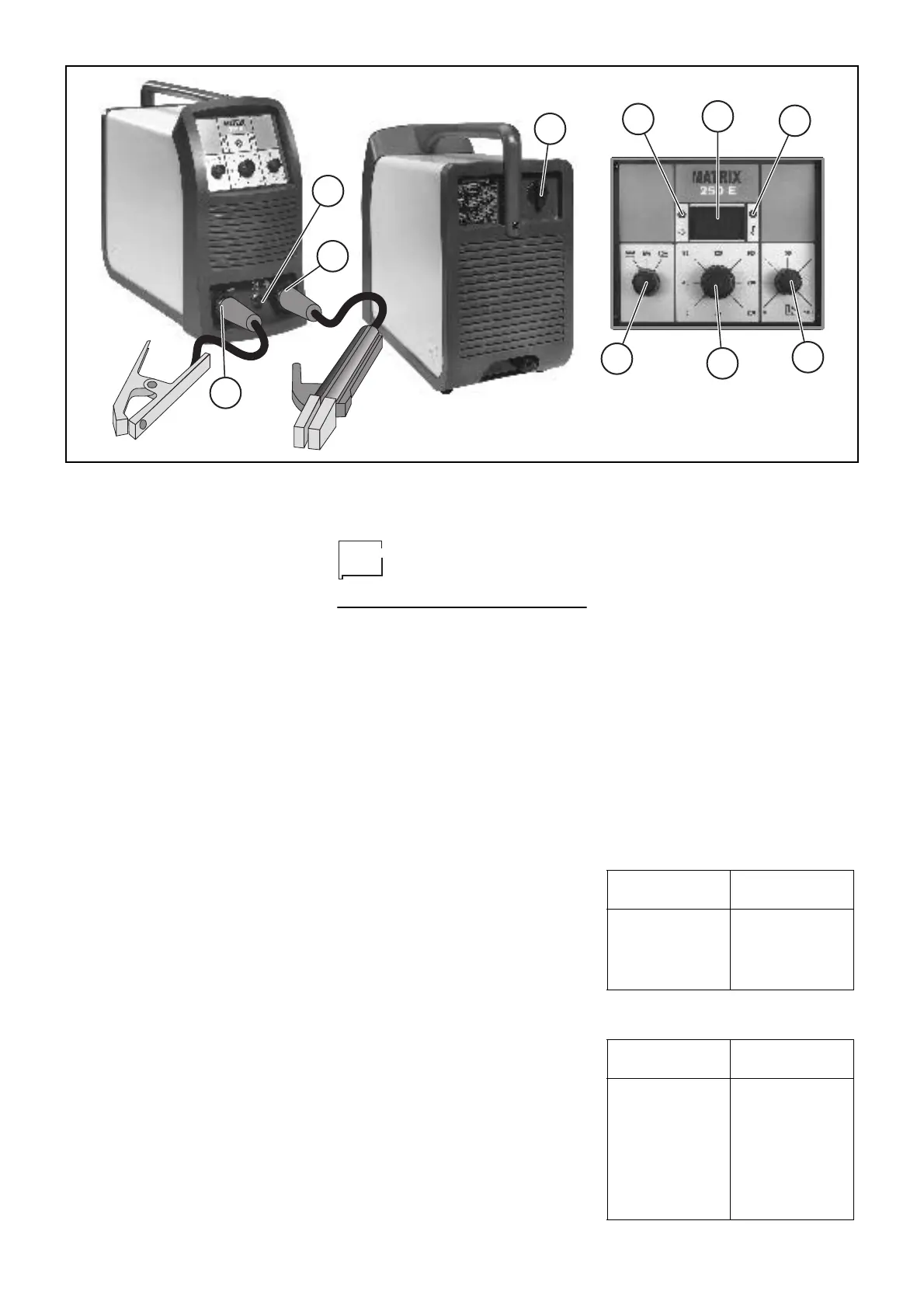
Pos. 3
Connettore 6 poli per comando
a distanza.
Pos. 4
Selettore di 3 processi di sal-
datura:
•MMA
: per la saldatura con
elettrodi rivestiti: rutili, basici,
cellulosici, ghisa ed allumi-
nio.
• MMA CrNi
: per la saldatura
dell’acciaio inossidabile.
Grazie alla speciale caratte-
ristica dinamica è possibile
saldare con un arco soffice
ed estrememente stabile in
modo da ottenere saldature
di alta qualità.
•TIG
: mediante l’innovativo
innesco tipo
"lift"
a controllo
termico (TCS), le accensioni
avvengono in modo preciso
e veloce, riducendo al
minimo le inclusioni di tung-
steno e annullando le inci-
sioni sul pezzo da saldare.
Pos. 5
Potenziometro regolazione
corrente di saldatura.
Pos. 6
Controllo dell’
"arc force"
rego-
labile mediante potenziometro
per scegliere la migliore carat-
teristica dinamica dell’arco di
saldatura.
Pos. 7
Lampada spia gialla TERMO-
STATO. L’accensione di questa
lampada significa che la prote-
zione termica è intervenuta
perché si sta lavorando al di
fuori del ciclo di lavoro. Atten-
dere qualche minuto prima di
continuare a saldare.
Pos. 8
Amperometro digitale con pre-
impostazione della corrente di
saldatura (solo su pannello
optional).
Pos. 9
Lampada spia verde ALIMEN-
TAZIONE. L’accensione di
questa lampada indica che la
saldatrice è in tensione e
pronta a funzionare.
Collegamento cavi
di saldatura
Allacciare, sempre a macchina disinse-
rita dalla rete, i cavi di saldatura ai mor-
setti d’uscita (Positivo e Negativo) della
saldatrice, collegandoli alla pinza e alla
massa; con la polarità prevista per il tipo
di elettrodo da impiegarsi (Fig. A). Atte-
nersi, comunque, alle indicazioni fornite
dai fabbricanti di elettrodi. I cavi di salda-
tura devono essere il più corti possibile,
devono essere tra loro vicini, posizionati
a livello del pavimento o vicino ad esso.
PEZZO DI SALDATURA
Il pezzo da saldare dovrebbe essere
sempre collegato a terra per ridurre le
emissioni elettromagnetiche. Occorre
però prestare molta attenzione che il col-
legamento di terra del pezzo da saldare
non aumenti il rischio di infortuni all’uti-
lizzatore o di danni ad altre apparecchia-
ture elettriche.
Quando è necessario collegare il pezzo
da saldare a terra, è opportuno eseguire
un collegamento diretto fra il pezzo ed il
pozzetto di terra. Nei Paesi in cui questa
connessione non è permessa, collegare
il pezzo da saldare alla terra mediante
opportuni condensatori in accordo con le
norme Nazionali.
PARAMETRI DI SALDATURA
La tabella 3 riporta alcune indicazioni
generali per la scelta dell’elettrodo in
funzione degli spessori da saldare.
Nella tavola sono indicati i valori di cor-
rente da utilizzare con i rispettivi elet-
trodi per la saldatura degli acciai
comuni e basso legati. Tali dati non
hanno un valore assoluto ma semplice-
mente orientativo; per una scelta precisa
seguire le indicazioni date dai fabbri-
canti di elettrodi.
La corrente da impiegare dipende dalle
posizioni di saldatura, dal tipo di giunto e
varia in modo crescente in funzione
dello spessore e delle dimensioni del
pezzo.
Il valore dell’intensità di corrente da uti-
lizzare per i vari tipi di saldatura, entro il
campo di regolazione indicato sulla
tabella 4 è:
• Elevato per le saldature in piano, in
piano frontale e verticale ascendente;
• Medio per le saldature sopratesta;
• Basso per la saldatura verticale
discendente e per unire pezzi di pic-
cole dimensioni preriscaldati.
Un’indicazione, abbastanza approssi-
mata, della corrente media da impiegare
1
2
2
3
4
5
6
7
8
9
Fig. A
Tabella 3
SPESSORE DI
SALDATURA (mm)
Ø ELETTRODO
(mm)
1,5 ÷ 3 2
3 ÷ 5 2,5
5 ÷ 12 3,25
>= 12 4
Tabella 4
Ø ELETTRODO
(mm)
CORRENTE (A)
1,6 30 ÷ 60
2 40 ÷ 75
2,5 60 ÷ 110
3,25 95 ÷ 140
4 140 ÷ 190
5 190 ÷ 240
6 220 ÷ 330
 Loading...
Loading...








