0-5461 4-1 OPERATION
SECTION 4:
OPERATION
4.01 Overview
Conventional operating procedures apply when using the Welding Power Source, i.e. connect work lead directly
to workpiece and electrode lead is used to hold electrode (Consult the electrode manufacturers information
for the correct polarity). The welding current range values should be used as a guide only. Current delivered
to the arc is dependent on the welding arc voltage, and as welding arc voltage varies between different classes
of electrode, welding current at any one setting would vary according to the type of electrode in use. The
operator should use the welding current range values as a guide, then finally adjust the current setting to suit
the application.
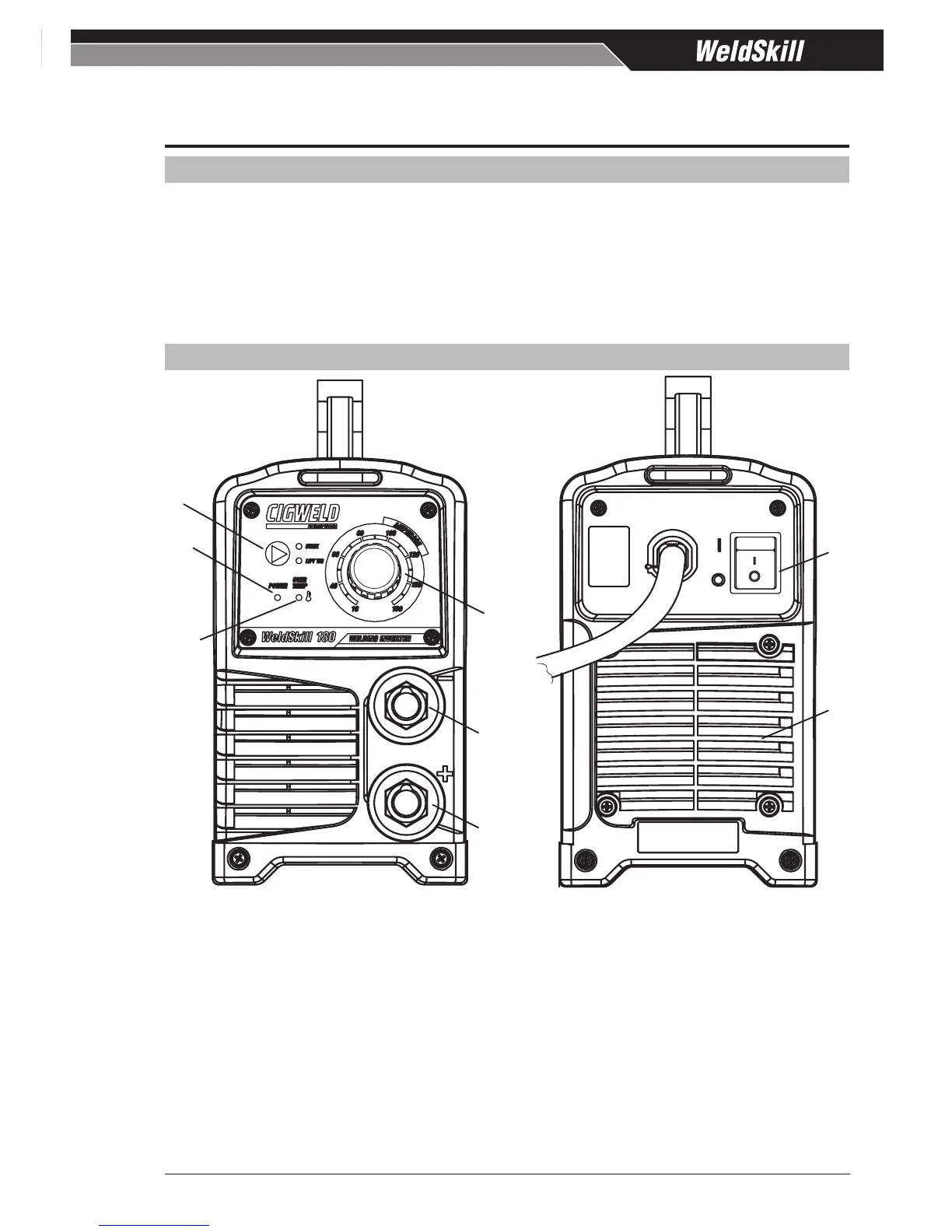
4.02 Power Source Controls, Indicators and Features
Figure 4-1
1. Process Selection Control
The process selection control is used to select the desired welding mode. Two modes are available, Stick
(MMAW) and Lift TIG (GTAW) modes. Refer to section 5.01 for Stick (MMAW) set-up details or section 6.01
for Lift TIG (GTAW) set-up details.
2. Power Indicator
The power indicator is illuminated when nominal 240V AC mains power is applied to the power source and
the ON/OFF switch located on the rear panel is in the ON position.