0-5461 6-5 OPERATION
6.03 TIG (GTAW) Basic Welding Technique
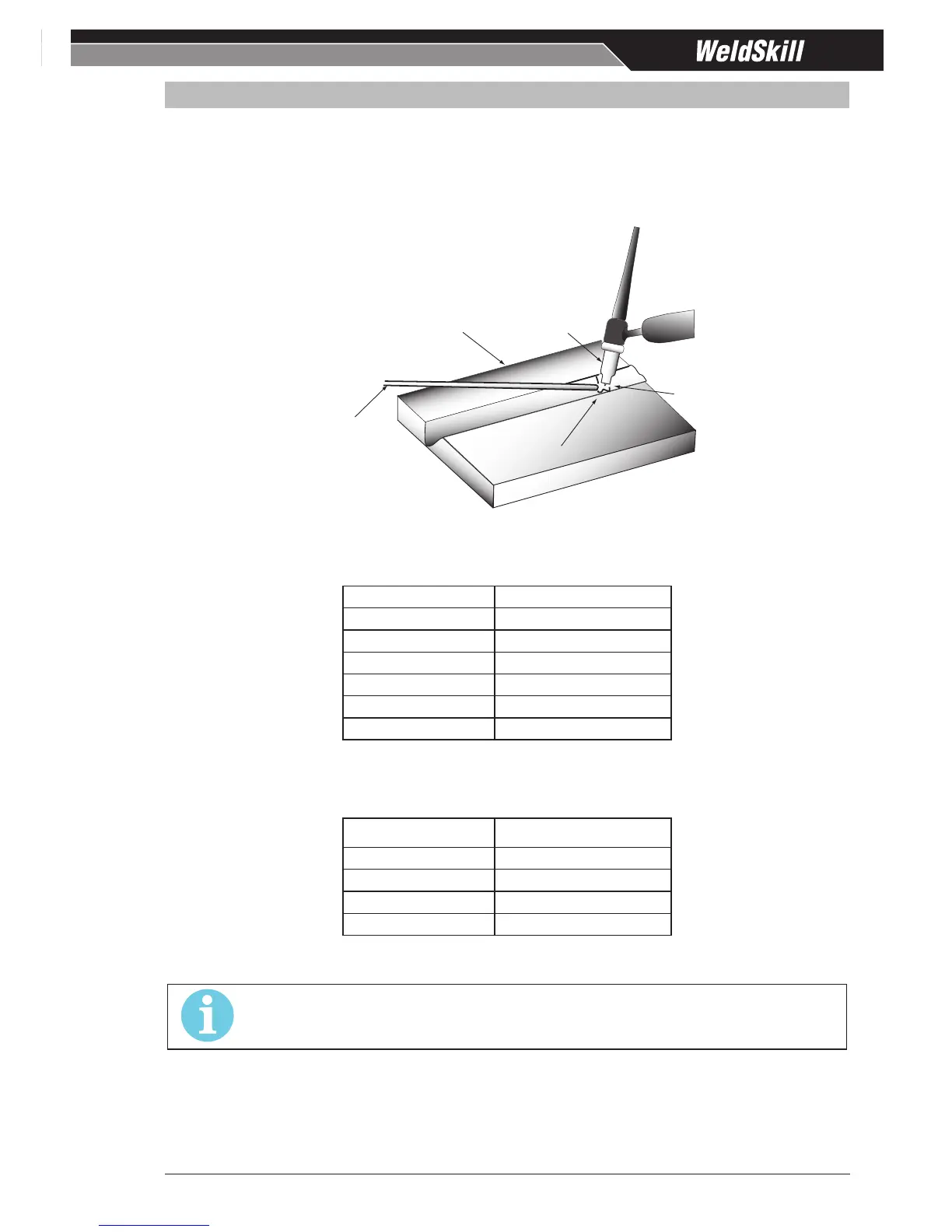
Gas Tungsten Arc Welding (GTAW) or TIG (Tungsten Inert Gas) as it is commonly referred to, is a weld-
ing process in which fusion is produced by an electric arc that is established between a single tungsten
(non-consumable) electrode and the work piece. Shielding is obtained from a welding grade shielding gas
or welding grade shielding gas mixture which is generally Argon based. A filler metal may also be added
manually in some circumstances depending on the welding application.
Non-Consumable
Art # A-09658_AC
Figure 6-4: TIG Welding Application Shot
Tungsten Electrode Current Ranges
Electrode Diameter DC Current (Amps)
0.040” (1.0mm) 30-60
1/16” (1.6mm) 60-115
3/32” (2.4mm) 100-165
1/8” (3.2mm) 135-200
5/32” (4.0mm) 190-280
3/16” (4.8mm) 250-340
Table 6-1: Current Ranges for Various Tungsten Electrode Sizes
Guide for Selecting Filler Wire Diameter
Filler Wire Diameter DC Current Range (Amps)
1/16” (1.6mm) 20-90
3/32” (2.4mm) 65-115
1/8” (3.2mm) 100-165
3/16” (4.8mm) 200-350
Table 6-2: Filler Wire Selection Guide
NOTE!
The operator should use the welding current range values as a guide only, then nally adjust the current setting to suit
the application.